FDMで球体を綺麗に造形する
3Dプリンターで球体を造形する際に綺麗に出力することができなかったという事はありませんか?
実際にFDM造形では上から樹脂を垂らして重ねていくという仕組みな為、球体などのオーバーハング(傾斜)
のある造形は不得意とされています。
しかし、Raise3Dに付属する細かな設定値を変更できるideaMakerならば綺麗な球体に近づけることが可能です。
今回は綺麗な球体に仕上げるための設定について説明します。
設定値の見直し
まずideaMakerのデフォルト設定では造形では球体や円形状の造形に不向きな設定になっています。
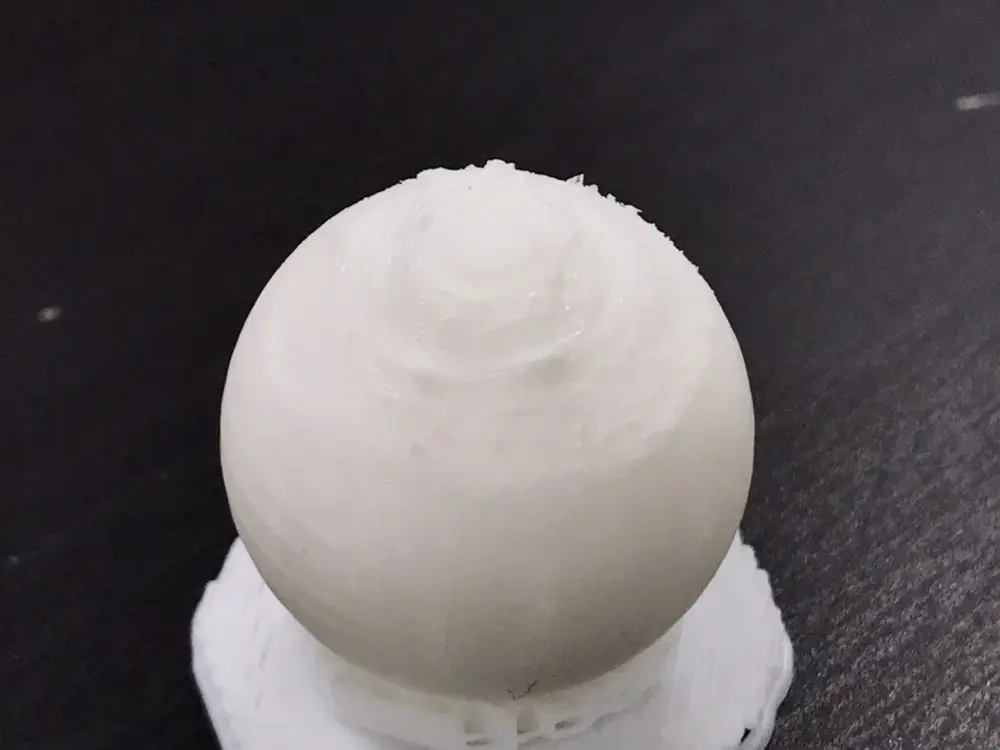 デフォルトのテンプレートにサポートを付けた状態での造形
デフォルトのテンプレートにサポートを付けた状態での造形
球体の底面部分の仕上がりが歪でバリなどが生じ、とても綺麗とは言えない状態です。
今回はテンプレートを見直し、球体・円形状を再現するのに理想定な造形に仕上げるための説明をしていきます。
注目する設定は
・造形に適したフィラメント
・オーバーハングとノズル温度の影響
・各レイヤーの開始位置
・サポートの形状
以上の4点に注目していきます。
造形に適したフィラメント

球体の様な難しい形状を再現するには低温で造形でき樹脂の硬化が早い樹脂を選びます。
3Dプリンターならばお馴染みのPLAは標準で200℃程と低温で造形でき、フィラメントの硬化が他と比べて早い点、また樹脂の収縮も少ないことから反りも少なくオーバーハングの造形に向いています。
特にPLAでも硬化性、速乾性に優れたPLA(BASF Pro1)などが望ましいです。
オーバーハングとノズル温度の影響
 急なオーバーハングを描く際に熱によってたれ落ちてしまった状態
急なオーバーハングを描く際に熱によってたれ落ちてしまった状態
球体を造形する時にまずオーバーハングが深く影響します。
オーバーハングというのは造形物の傾斜角度で、これが急な角度であればあるほどFDM方式3Dプリンターの性質上、熱で溶かした樹脂が冷え固まる前に垂れ落ちてしまいます。
その為、オーバーハングを表現する際にはノズルの温度は基準値よりも低い設定で造形することが望ましいです。
通常のPLAは205℃で造形していますが、190℃まで下げることが望ましいです。

各レイヤーの開始位置

球体や円柱の造形をした時、表面にバリの様な痕が各所に残っていたことはありませんか?
これは積層が次の段に移動する際に生じるものでFDM方式のプリンターでは必ずできてしまい、痕は完全に消すことはできません。
角型の形状などであれば角に開始点を自動認識で設定するので目立つことは殆どありませんが、円形・球体の形状では隠す場所が無い為どうしても目立ってしまいます。
しかし、ideaMaker上でレイヤーの開始位置を固定にすることで各層の痕を一ヶ所に揃え全体的に表面を綺麗にすることは可能です。
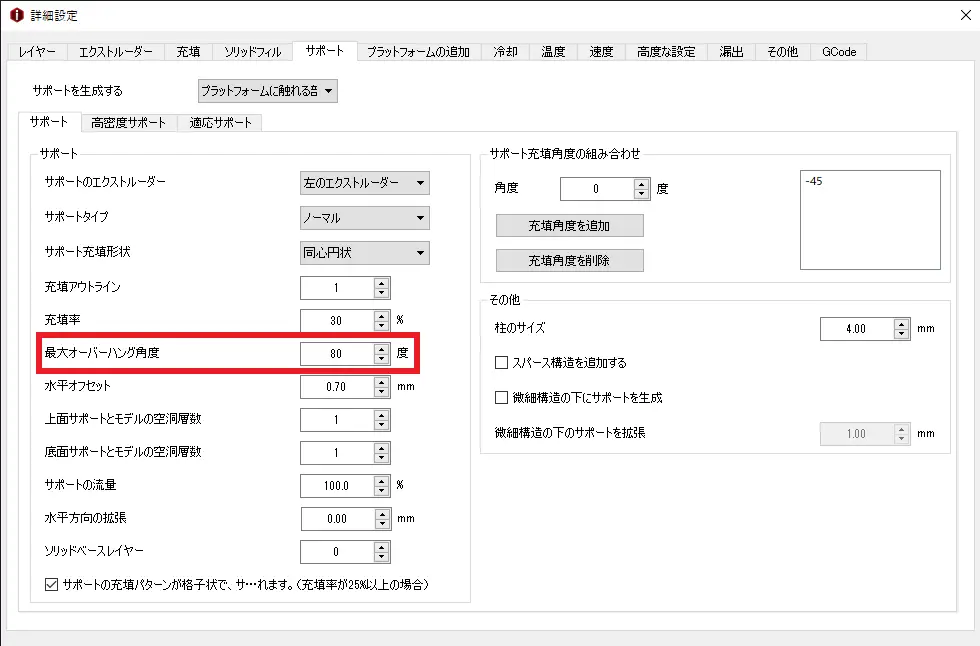
サポートの形状
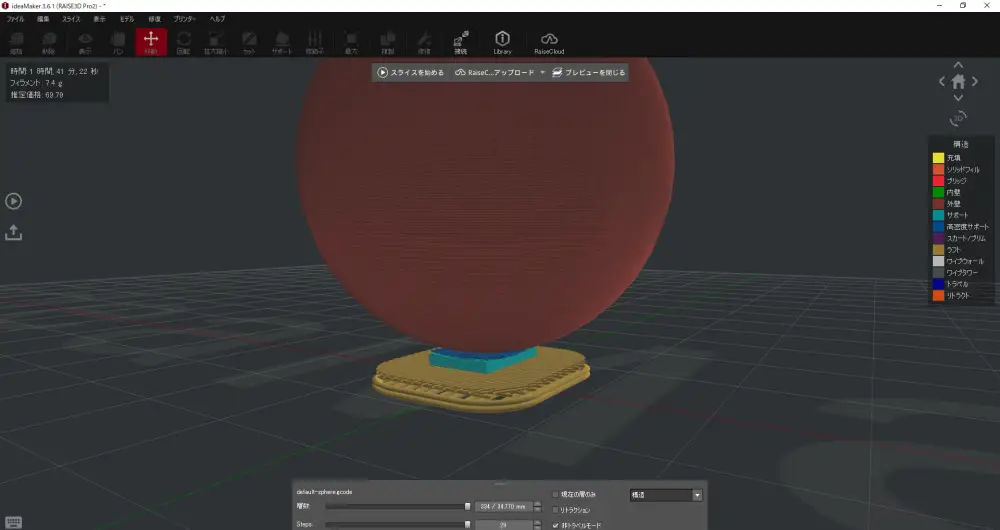
オーバーハングは急な造形にはサポートを使用することが一般的ではありますが、造形の仕上がりを重視する場合ですと必ずしもサポートの使用が望ましいとは限りません。
サポートを造形する際、サポートと造形物が接触することでバリが生じ表面の滑らかさが損なわれる可能性があります。
Raise純正PLAやBASFのPro1(PLA)はオーバーハング角度約80°でもサポート無しでフィラメントが垂れ落ちることなく造形することが可能な為、球体造形でも同様にサポートを極力少ない量で造形することで仕上がりを向上させることができます。
球体造形テスト
通常のテンプレートと円形・球体の造形用に作成したテンプレートで作成した造形物です。
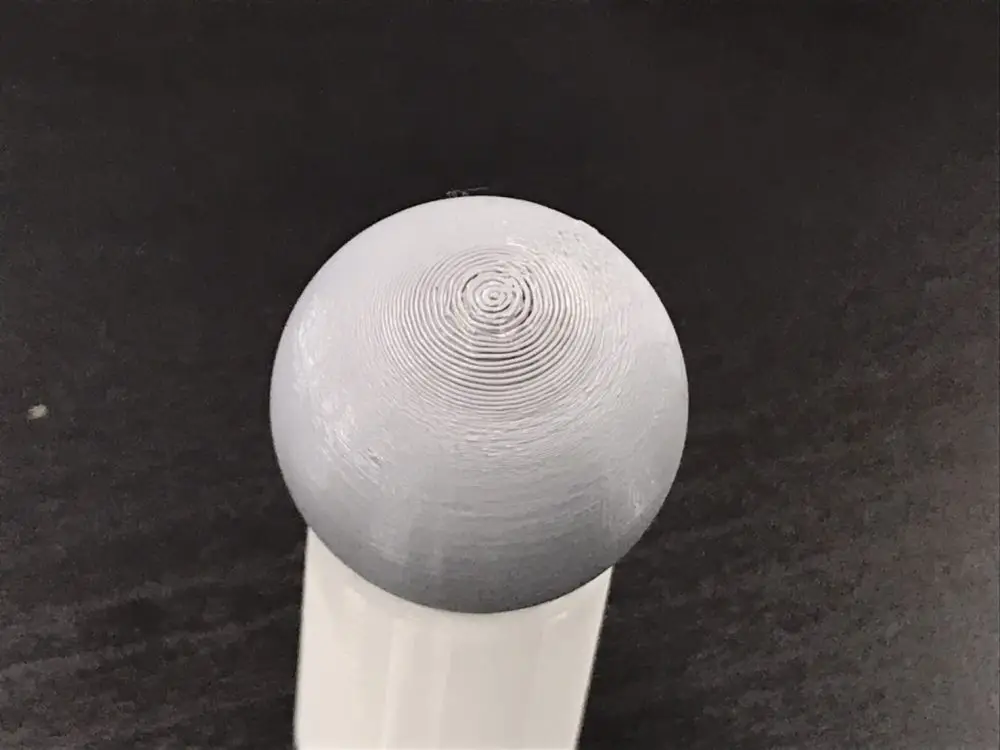
レイヤーの開始点を固定にしたことでバリなどの部分がほぼ一直線に揃い、他の表面の仕上がりが向上しています。
上面の仕上がりより多少表面の粗さはありますが、サポートの面積を減らしたことでサポートとの接触による表面の粗さが抑えられました。
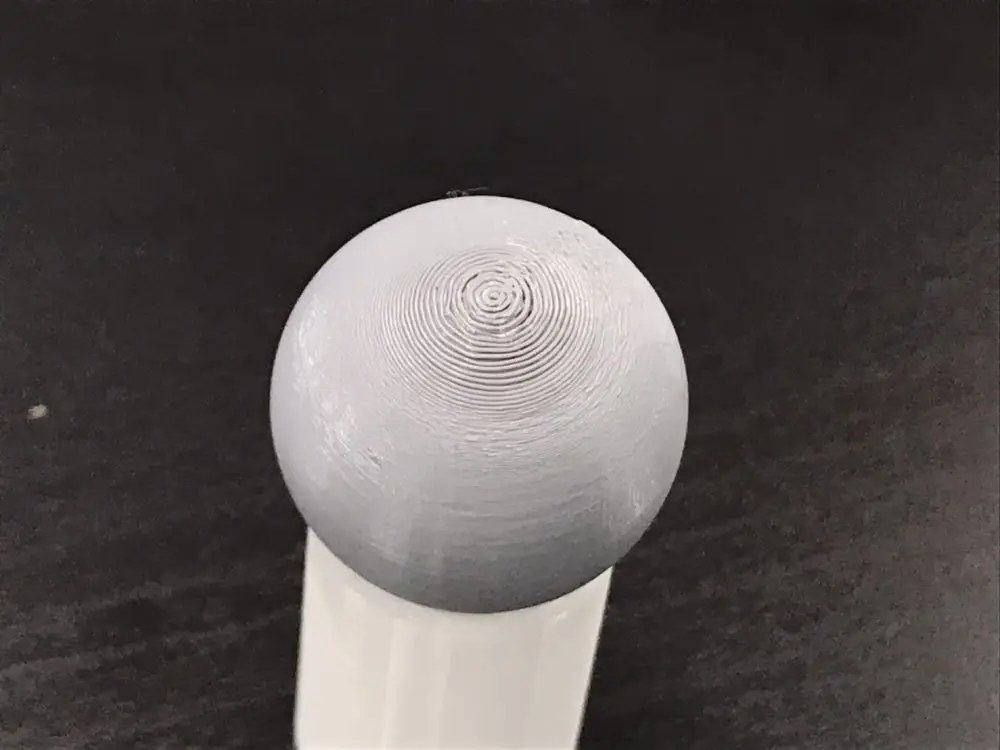 球体用に設定を変更して出力した造形物
球体用に設定を変更して出力した造形物
まとめ
FDM方式で球体の造形は非常に難しい形状になりますが、材料・温度・開始点の位置の設定を変更することによって綺麗な球体に近づけることは可能です。
この他、3Dプリンターを置いている場所の室温にも多少の影響が出てきますので注意が必要です。
基本的にPLAを造形する際は涼しい環境が望ましいです。