3Dプリンターの積層痕はどこまで消せるのか
3Dプリンターの造形では材料を積み重ねていくため、完成後の表面には段差があり、ざらざらした手触りになります。
前提としてどれほど性能のいい機械でも、どれだけこだわって造形してもこの段差を完全に消すことはできません。
しかし造形完了後に研磨による後加工を行うことで、造形物の表面を滑らかかつ、光沢を持った状態に仕上げることが可能です。
特にRaise3D純正のABS材料は研磨加工に向いていて、非常にきれいに仕上げることができます。
どれほどの仕上がりになるのか実際に試してみようと思います。
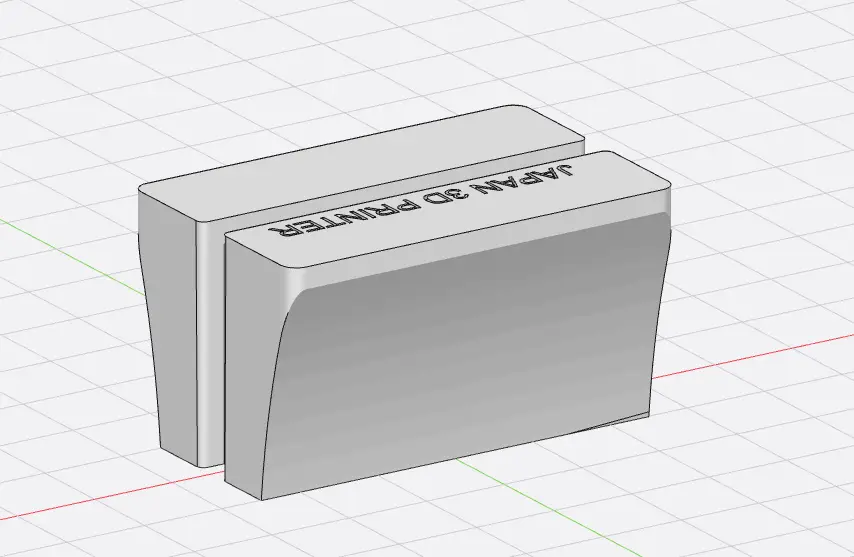
Raise3DProシリーズでこちらのモデルを造形します。
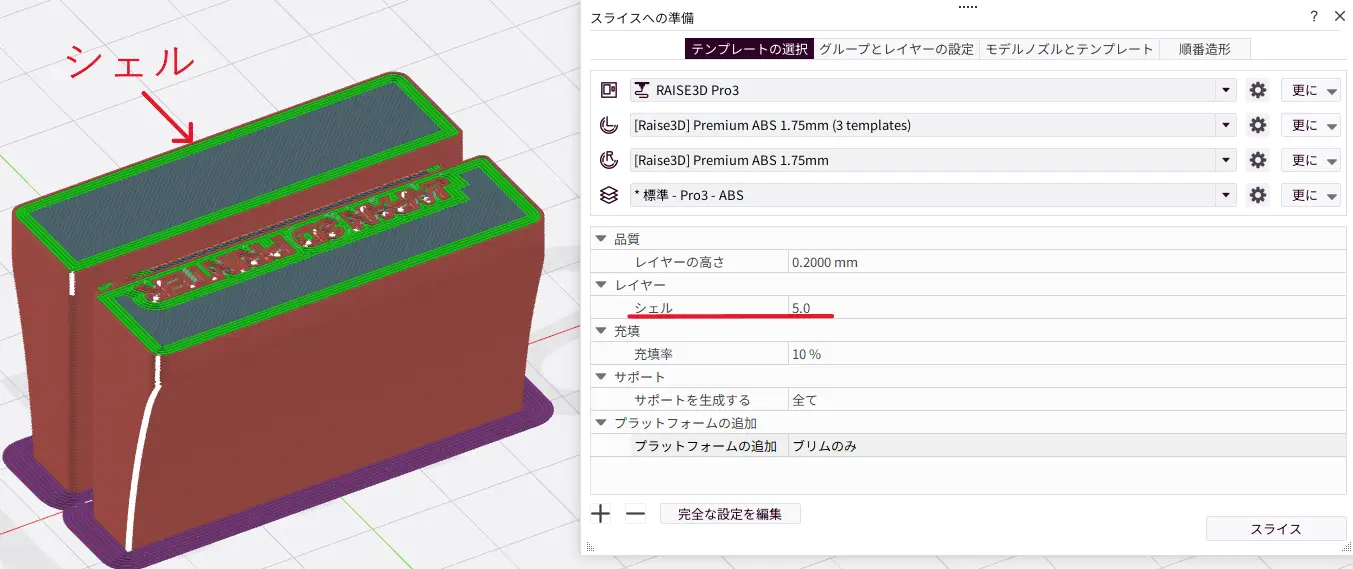
Raise3Dの専用スライサーソフトであるideaMakerでは様々な詳細設定が可能となっています。
シェルの項目を調整し造形するモデルの壁の厚みをコントロールすることが可能です。
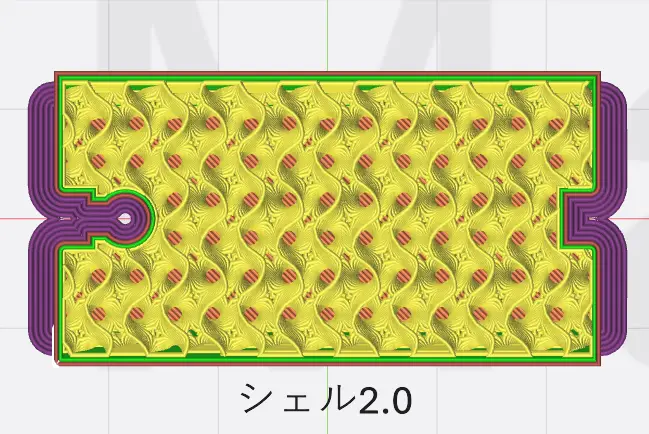
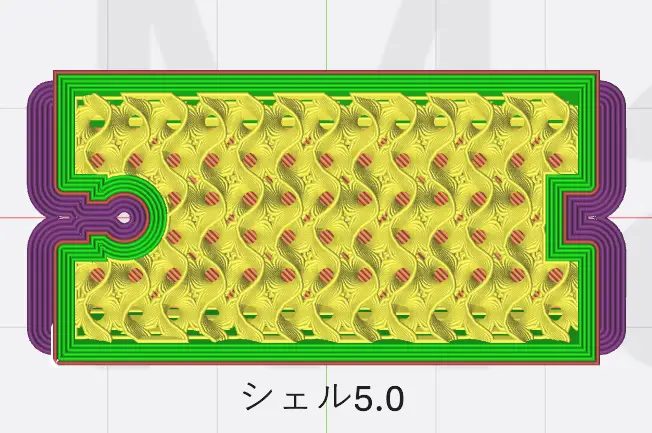
造形物の断面です。
3Dプリンターの造形物の内部は充填と呼ばれ、密度を減らした内部構造になっています。
このまま研磨した場合、内部の充填が露出してしまうおそれがあるため造形物の壁の厚みを増やし研磨の削りしろを増やす設定を行います。
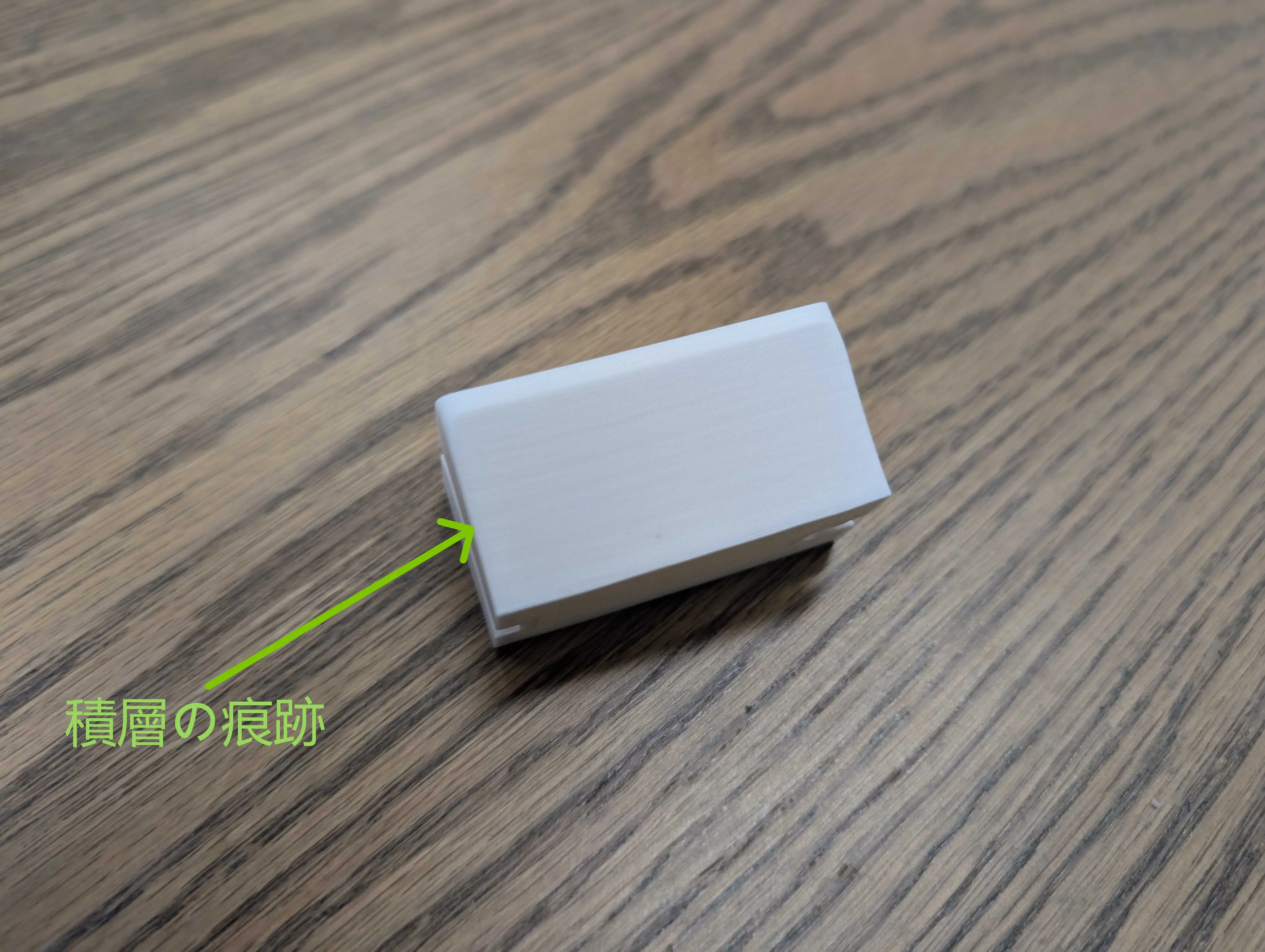
上記の方法で壁方向の厚みを増やしモデルを造形しました。
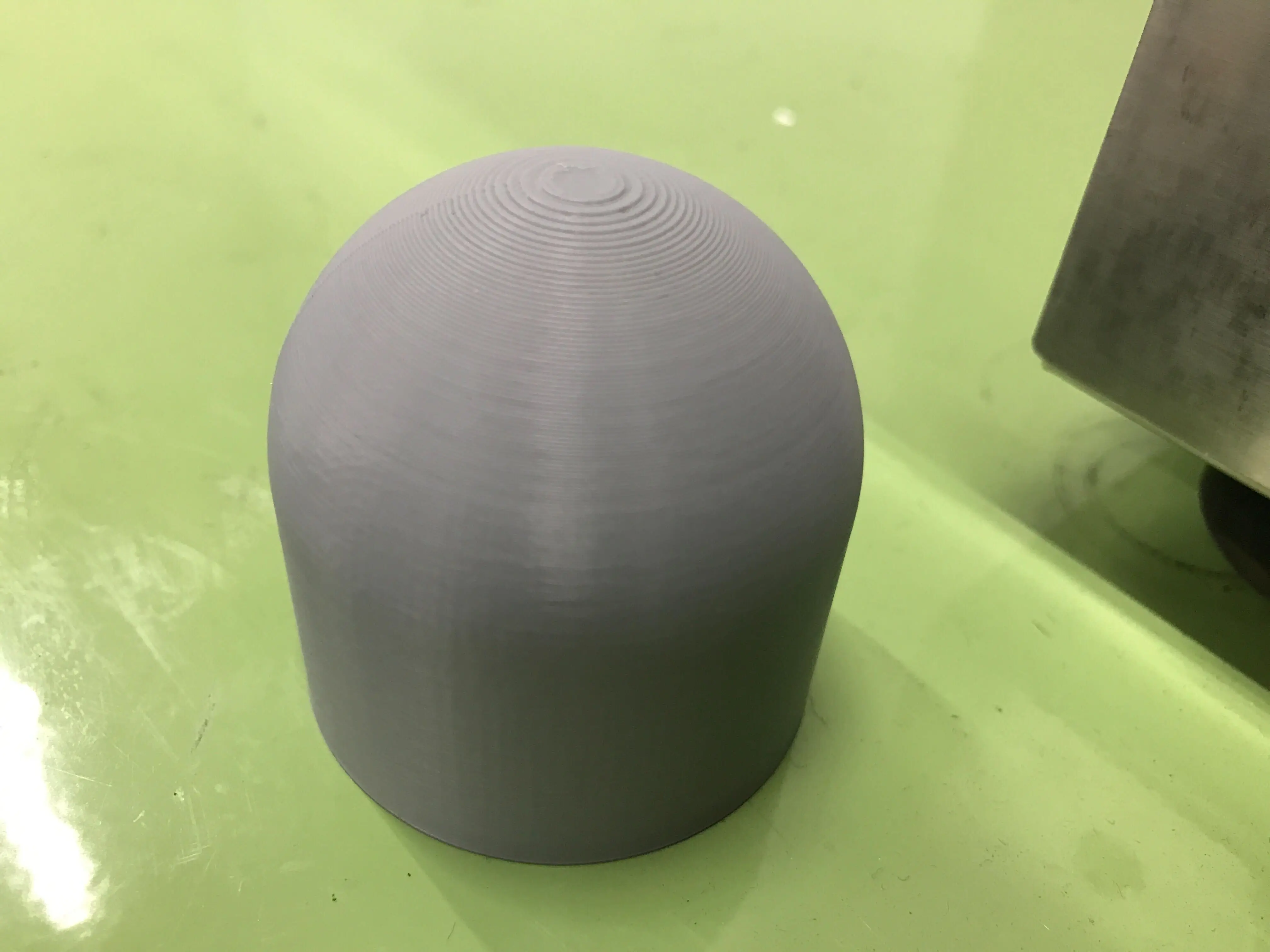
造形物の表面には積層痕がありざらざらした状態です。
これから研磨を行っていきます。

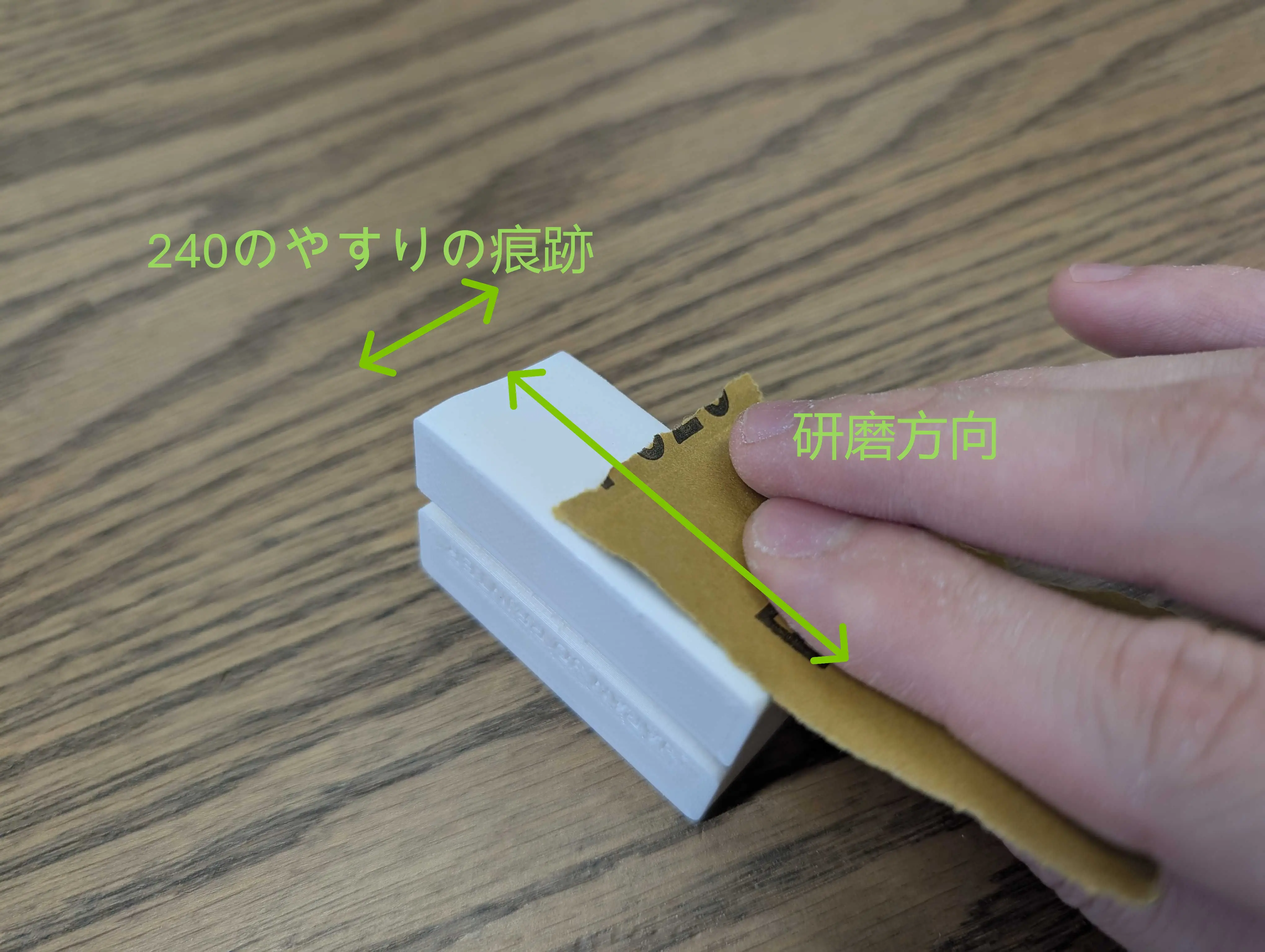
まずは市販の♯240~1000のサンドペーパーを使用し表面処理を行います。

はじめに一番粗い♯240のサンドペーパーで積層痕に対して垂直方向にやすりがけを行っていきます。
積層痕が消えるまでサンドペーパーをかけていきます。
積層痕が消えたことが確認できたら、サンドペーパーを#320に変更します。
今度は先程#240のやすりがけの際にできた痕に対して垂直方向に研磨を行っていきます。
このように1つ前のやすりがけの痕を垂直方向に消すようなイメージで研磨します。
この作業を粗さを細かくするごとに交互に繰り返します。

今回は#1000までやすりがけを行った後は、研磨用コンパウンドを使用して仕上げを行います。
ウェスなどの布に少量のコンパウンドを付けて表面をこすり続けます。

完成しました。
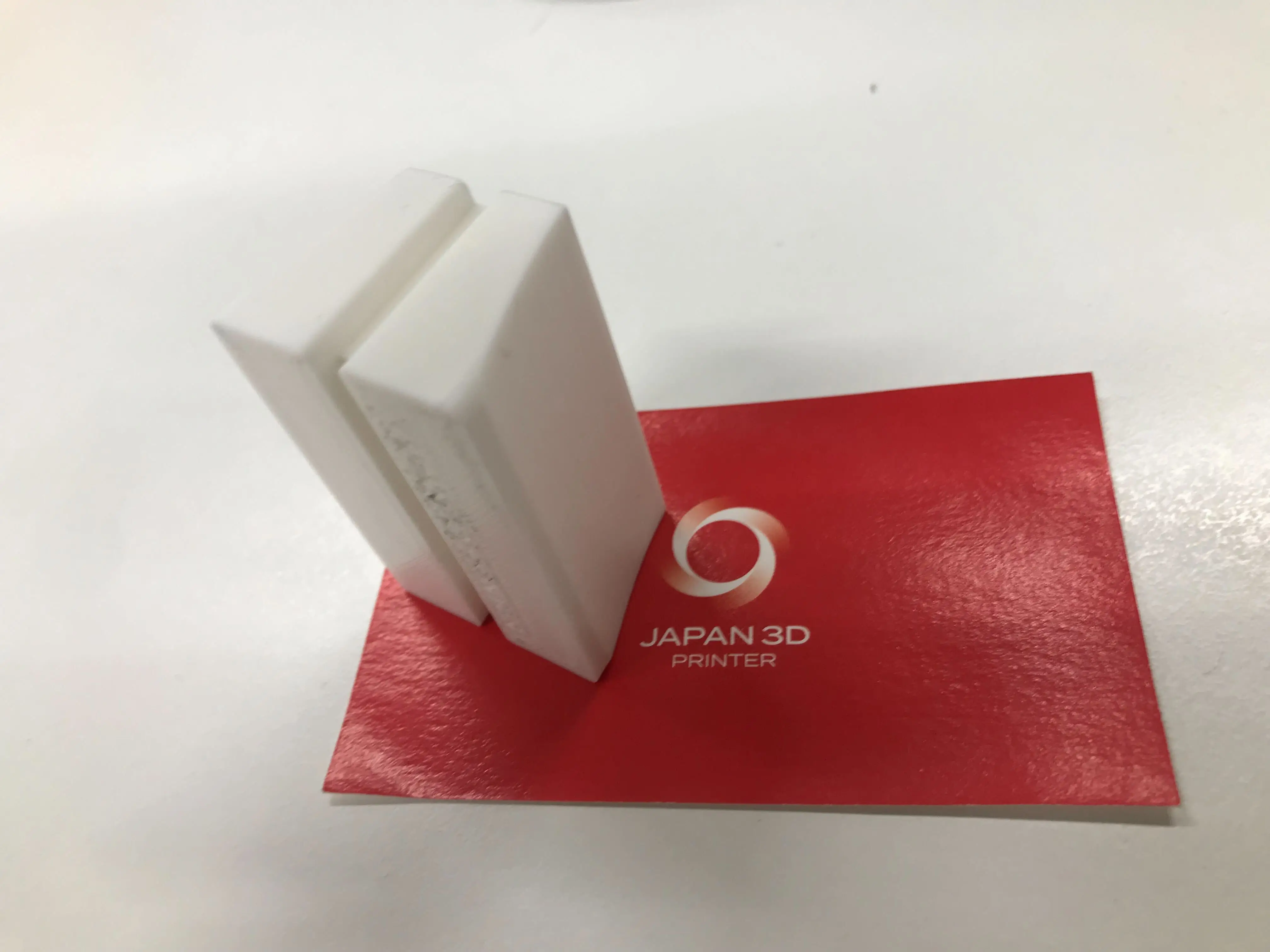 研磨前
研磨前
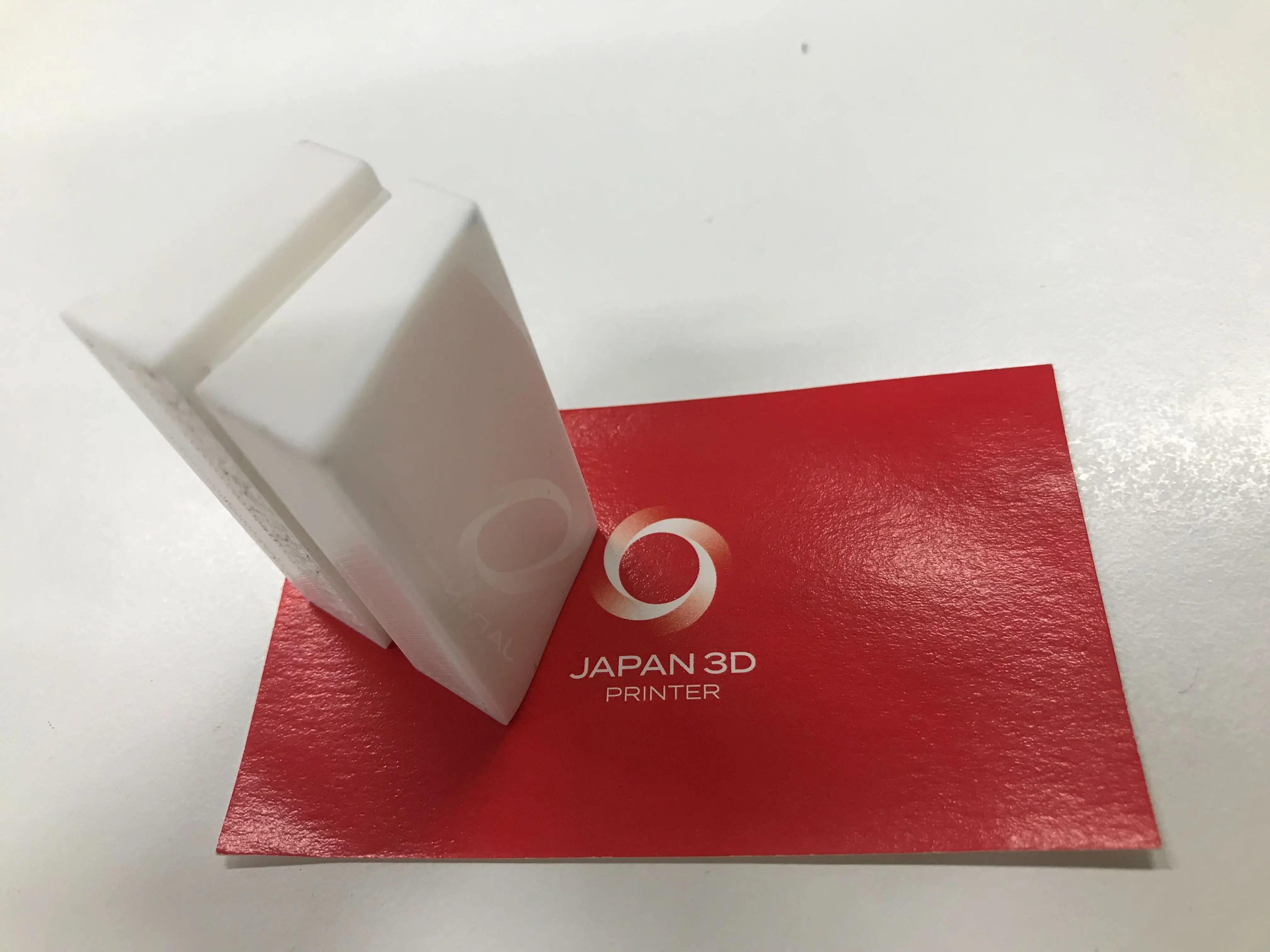 研磨後
研磨後
研磨がうまくいくと画像のようにABS材料を光沢のある状態に仕上げることが出来ます。ここまでの作業時間としてはおおよそ20分程度です。
今回は鏡面を目指してコンパウンドでの仕上げを行いましたが、塗装などをする場合は#1000程度まで研磨していただければ綺麗な塗装面にすることができます。
目的に合わせて最適な表面仕上げをすることで、1ステップ上の3Dプリンターの活用を行うことができますので、皆様もぜひ挑戦してみてください。
弊社ショールームでは今回取り上げたサンプル以外にも数多くのサンプルを展示しております。
「3Dプリンターで今いったいどんなことができるのか」、「実際買ったものの上手い活用が思いつかない」などどんな質問でもお気軽にお問い合わせください。