【ASA樹脂】BASF社-Ultrafuse® ASA造形レポート

・日本OFPラインアップに耐候性に優れたASAフィラメントが追加!
今回紹介するASAはABSと似た機械的特性持ちながらUVなどへの耐候性を持つエンジニアグレードフィラメントになります。
特徴
・雨、紫外線などへの耐性
・ABSに近い強度
・表面仕上がりが綺麗
ASAはABSのB(ブタジエンゴム)を似た弾性のあるアクリレートを用いたことでABSでは苦手としていた紫外線による劣化に耐性があります。
樹脂に劣化防止用の塗料を塗る必要が無いことから、ガーデニング用品や車の樹脂パーツなどに広く使用されています。
・使用機種
Pro2
・使用フィラメント
社名:BASF
フィラメント名: Ultrafuse® ASA Filament
Raise3Dで造形を始める
サンプルの選定
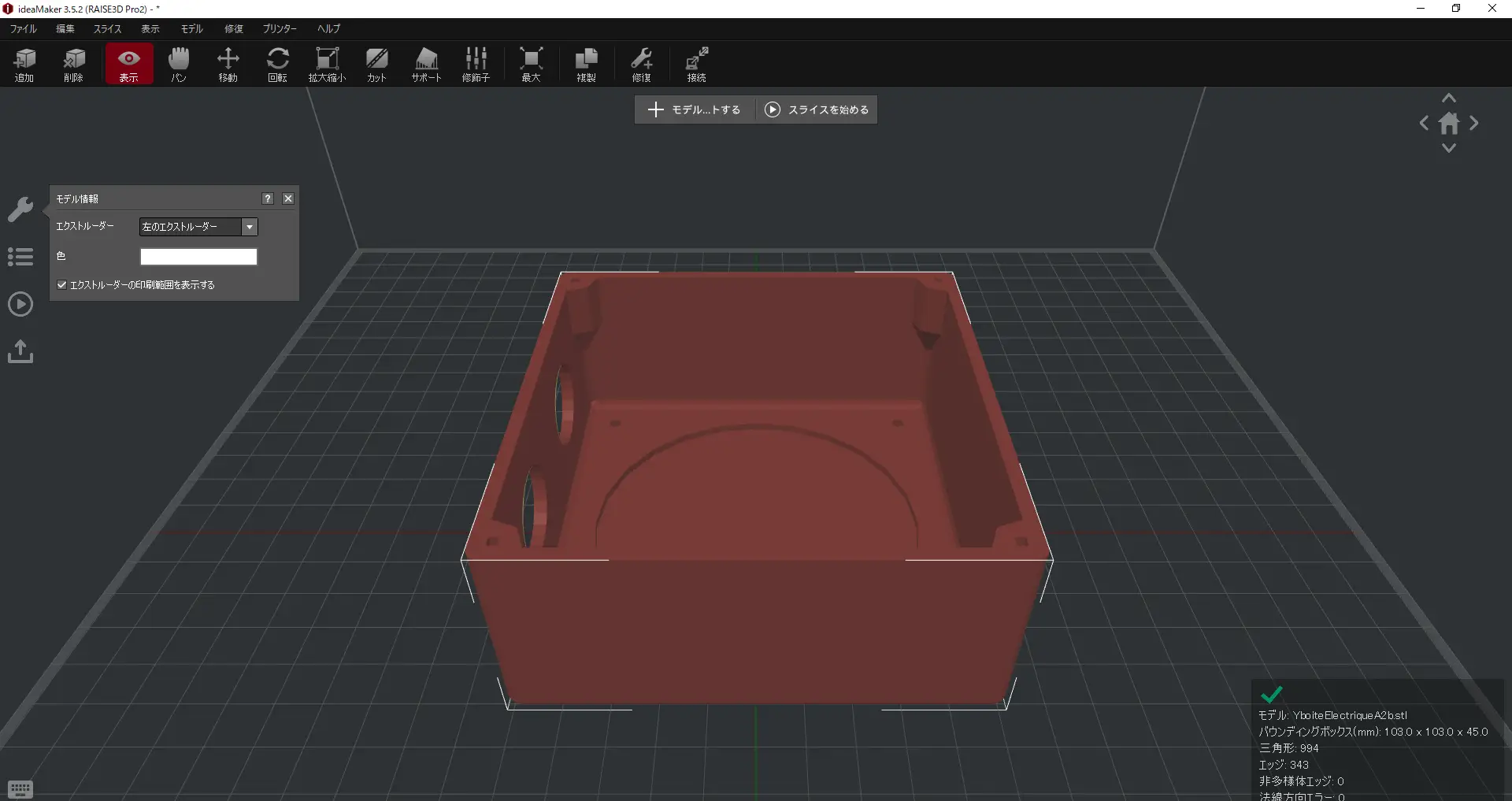
耐候性としてのニーズが高い建築関係で使用される電設資材のプールボックスを造形したいと思います。
サイズ:103×103×45㎜
造形時間:7時間55分
積層ピッチ:0.2㎜
スライステンプレートはABSの設定値を元に行います。
ノズル温度:250~270℃
印刷速度:40~80㎜/s
ベッド温度:100-110℃
充填率:20%
ファン速度:100%
それでは造形をかけていきます。
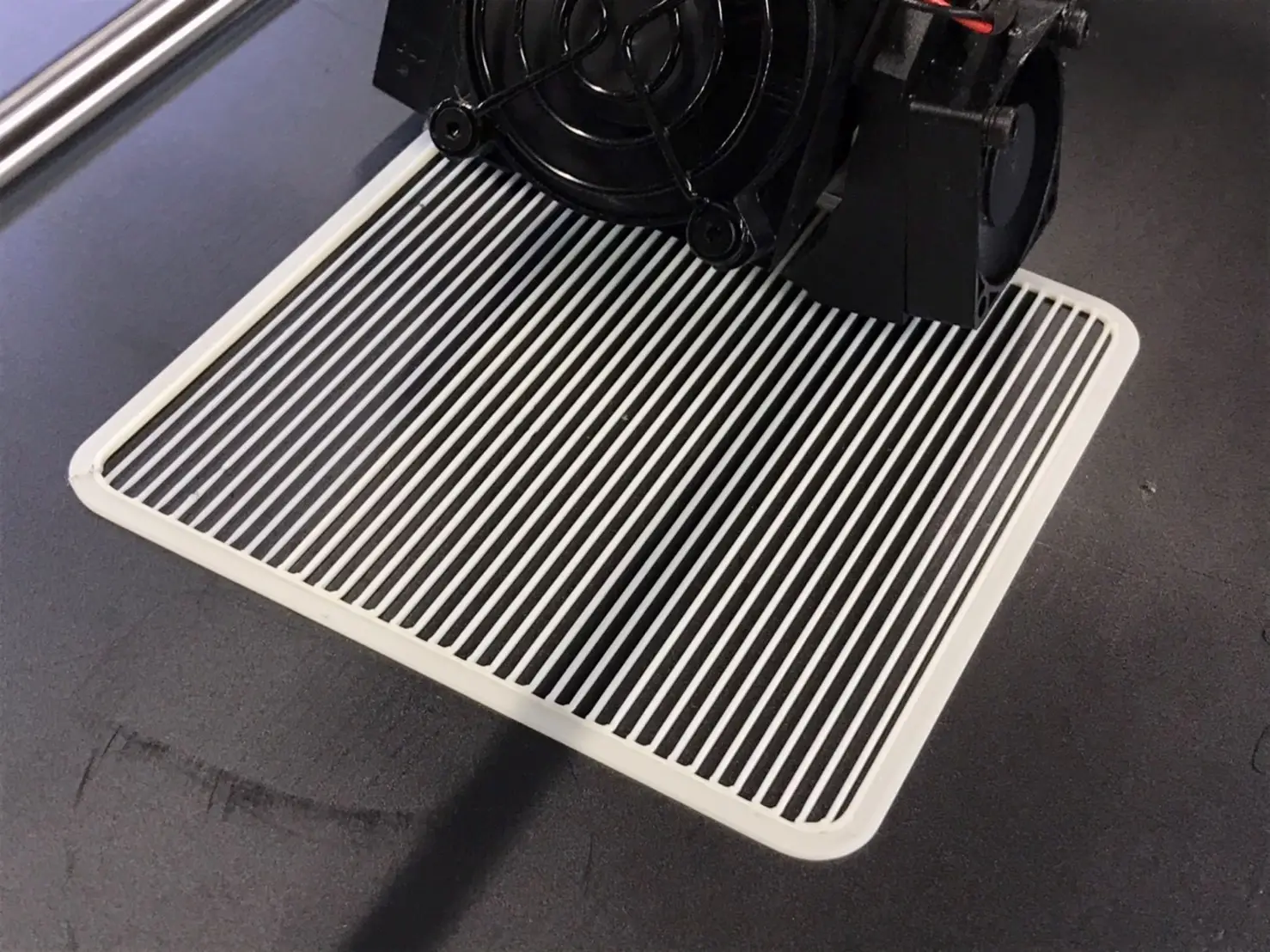
フィラメントの話から逸れますが、今回はラフトの設定にブリムというものを追加してみました。
ブリムはラフトの周りにピタッと張り付くような囲いを描く設定になります。
この設定をすることでプラットフォームとラフトとの接着力があがる為、造形の反りを多少抑えることができます。
またブリムの部分でフィラメントの試し書きができているので印刷のエラーも抑えられます。

設定の方法は
「スライスを始める」→「編集」→「ラフト設定」のタブをクリック
→ラフト設定の「ラフトのみ」から「ラフトとブリム」を選択
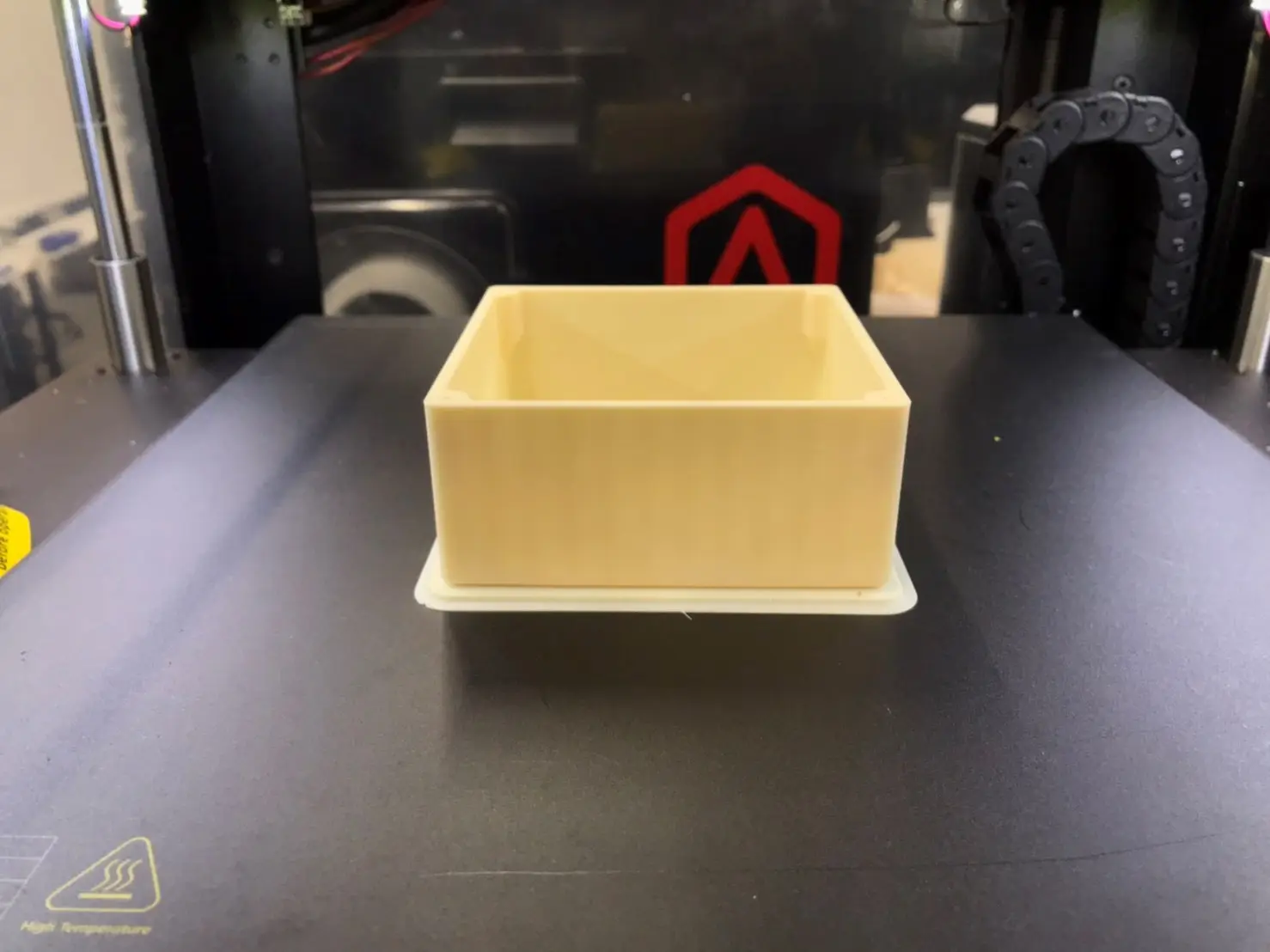
完成しました!
サポートも問題なく造形できています。
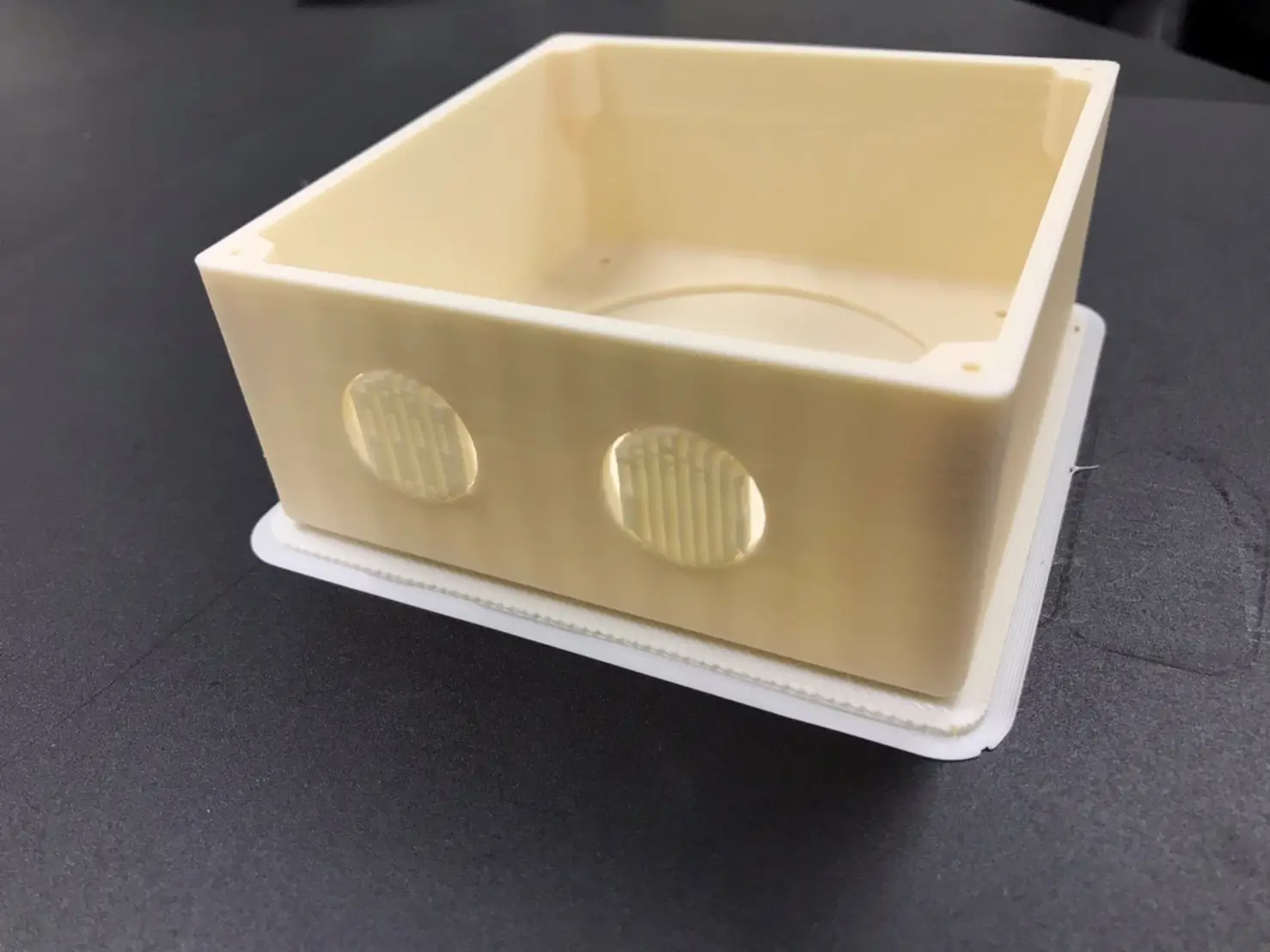
サポート本体も特に手間なく綺麗に除去できました。

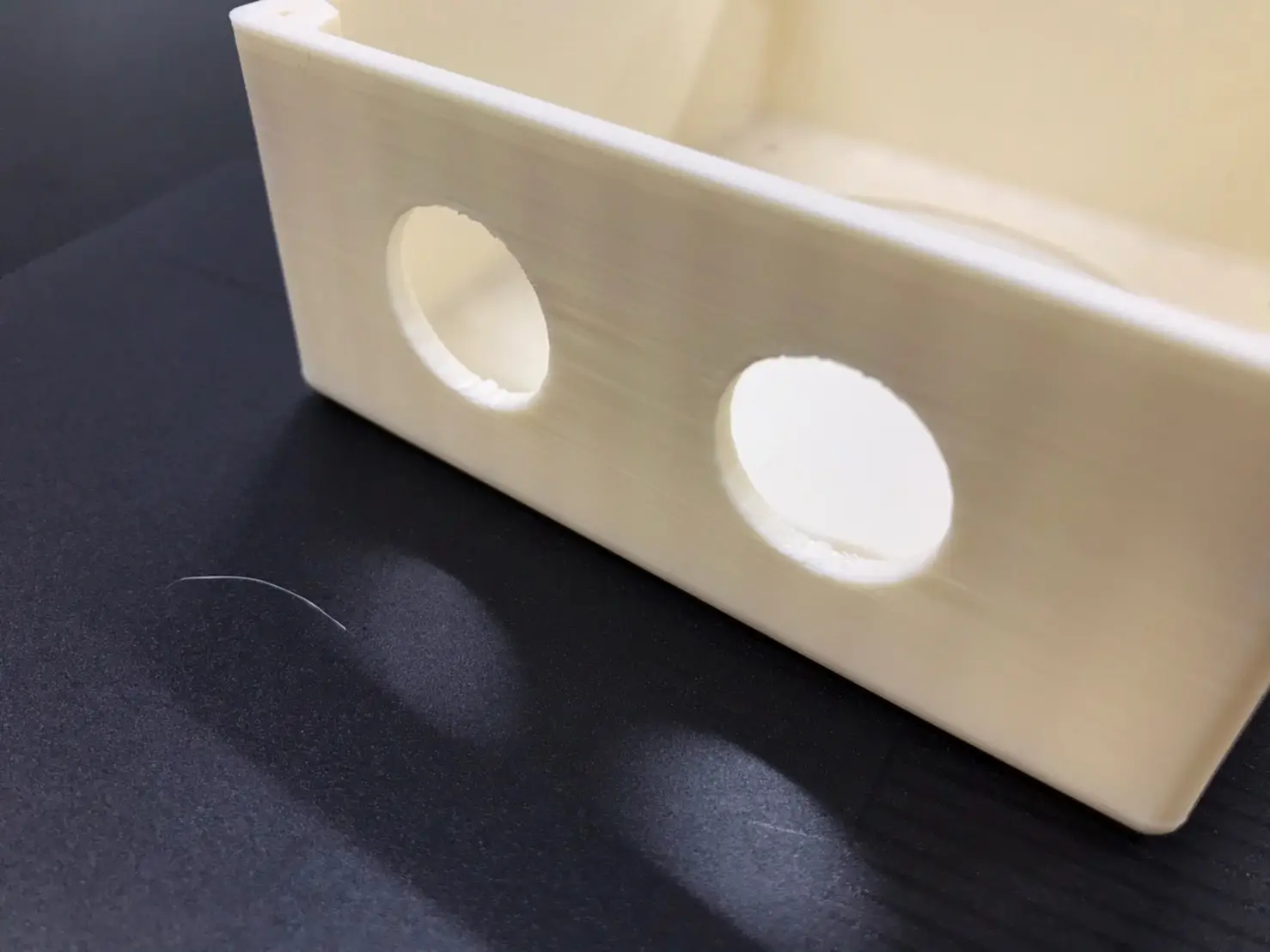
ASAはABSと比べて粘り気が強いのか、若干糸引きがある様です。
ここは手でも簡単に除去が可能です。

裏面の穴形状も潰れが無く造形できています。
ASAの評価ですが、ABSに比べて僅かに反りが強い印象でした。
新品の綺麗なビルドサーフェスであれば定着して造形できますが、糊付けなどで汚れたビルドサーフェスですと簡単に反ってしまいます。
またラフトから造形物が反って剥がれるケースも確認されたので設定画面で「モデルとラフトの距離」をデフォルトの0.15㎜から0.10㎜に変更しました。
モデルとラフトの距離は以下の項目で変更可能です。
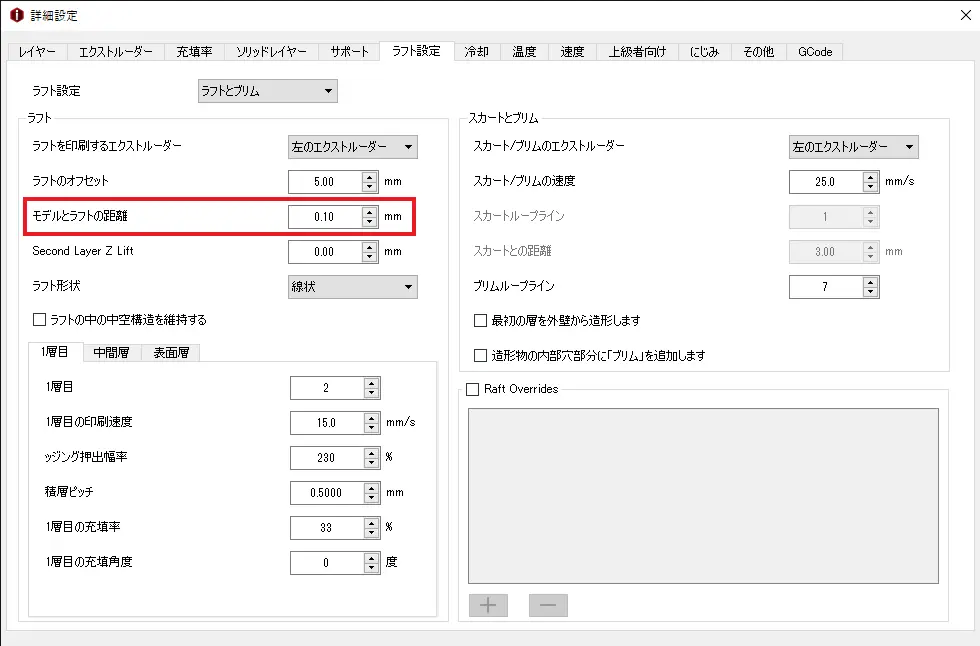
「スライスを始める」→「編集」→「ラフト設定」のタブをクリック
→ラフトの「モデルとラフトの距離」から数値を変更
これによりラフトと造形物の接着性が上がる為、反りが起こりにくくなります。
しかし接着性が上がる半面、造形物が外しにくくなるので距離調整には注意する必要があります。
ASAはABSに近い機械特性をもっていますが、UV耐性を得るために強度に関しては多少ABSに劣るようです。
ASAのUV耐性についても今後、耐久テストとして他のフィラメントと比較試験をしていきたいと思います。