![]()
- HOME
- Raise3D Pro3 HSシリーズ
- Raise3Dの強み
商品
ソフトウェア
- フィラメント-OFP
消耗品
修理部品
- 導入事例
- ウェビナー
サポート
- 会社概要
- 見積依頼
![]()
2020.05.19
弊社が新しく取り扱いを開始するBASFシリーズのフィラメントについて、
造形テストを行いレポート致しました。
本レポートをご覧頂き、皆様の造形に役に立てればと思います。
・BASF PAHT CF15 Filament

・ 特徴
PAHTはPolyamide High Temperatureと高耐熱ポリアミドの略
PAをベースにカーボンファイバーを15%含有したフィラメントになります。
通常のPAよりも高い硬性と耐薬品性を持っており、その中でも耐温150℃が特徴となっています。
高い造形精度と強度からメーカーでも機械やバイクなどの最終用途部品にまで対応できるスペックを有しているといわれています。
・ 使用機種:Raise3D N2S(販売終了)
・ 使用フィラメント
社名:BASF
フィラメント名: PAHT CF15 Filament
・ Raise3Dで造形を始める
・ サンプルの選定
高い耐温性と強度が特徴になるので工業機械のエアダクト部分を造形してみたいと思います。
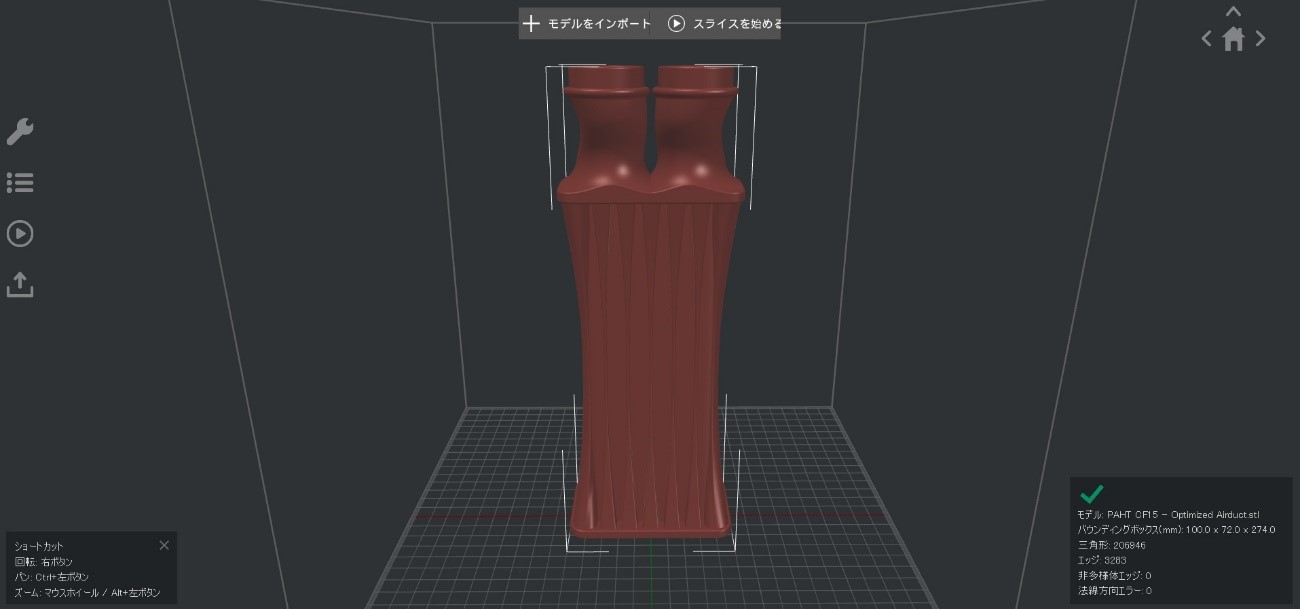
幅100mm×奥行72㎜×高さ274㎜の大型造形にトライします。
Raise3DのN2Sを使用します。
スライステンプレートは一から作るのは時間がかかりますのでメーカー推奨値を参考にして
既存のテンプレートを少し弄りたいと思います。
メーカー推奨設定では
・ノズル温度:270~280℃
・造形スピード:30~60㎜/s
・ビルドプレート温度:100℃
・ビルドプレートの状態:粘着性
・ノズル径:0.6㎜以上の強化ノズル
以上の数値だとABSの設定値に近いのでそれをベースに調整します。
ノズルは0.6㎜のタングステンノズルを使用します。
タングステンと非常に硬い材質になるのでカーボンの出力による摩耗にも耐えられます。
ステンレスノズルなどでも使用可能です。
ABSテンプレートの標準を選択
・レイヤー項目
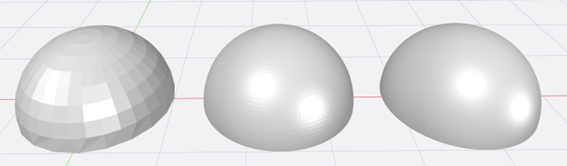
積層ピッチを0.3㎜に変更(0.6㎜のピッチは0.2㎜以上が推奨)
レイヤスタートポイントを固定に変更(上部の丸型ダクト部分を綺麗に造形する為)
・エクストルーダー項目
押出幅を0.6㎜に変更
リトラクト量を5.0㎜に変更(ノズル径が大きくフィラメントが垂れやすい為)
・充填率
充填率・重複充填を30%に変更(強度を出すため)
充填形状を「Rectilinear」に変更(充填の描き方が一筆書きになるので
プリントの安定性が上がる)
充填造形フィラメント線の太さを150%に変更(強度UP)
・ラフト設定
モデルとラフトの距離を0.2㎜に変更(PAは定着が強くラフトから剥がれにくい為)
・造形前の準備
PAHT CFは湿気を吸いやすいPA(ポリアミド)をベースにしている為、
ドライボックス(防湿庫)に入れて造形します。
保温用の蓋は不要です。
フィラメント自体も硬い為、エクストルーダー部分のネジも強めに締めておきます。
造形開始前に直前にプリント個所にスティックのりを3往復程度しっかり塗ります
・造形成功

ノズル詰まりもなく初トライでも綺麗に造形できました。
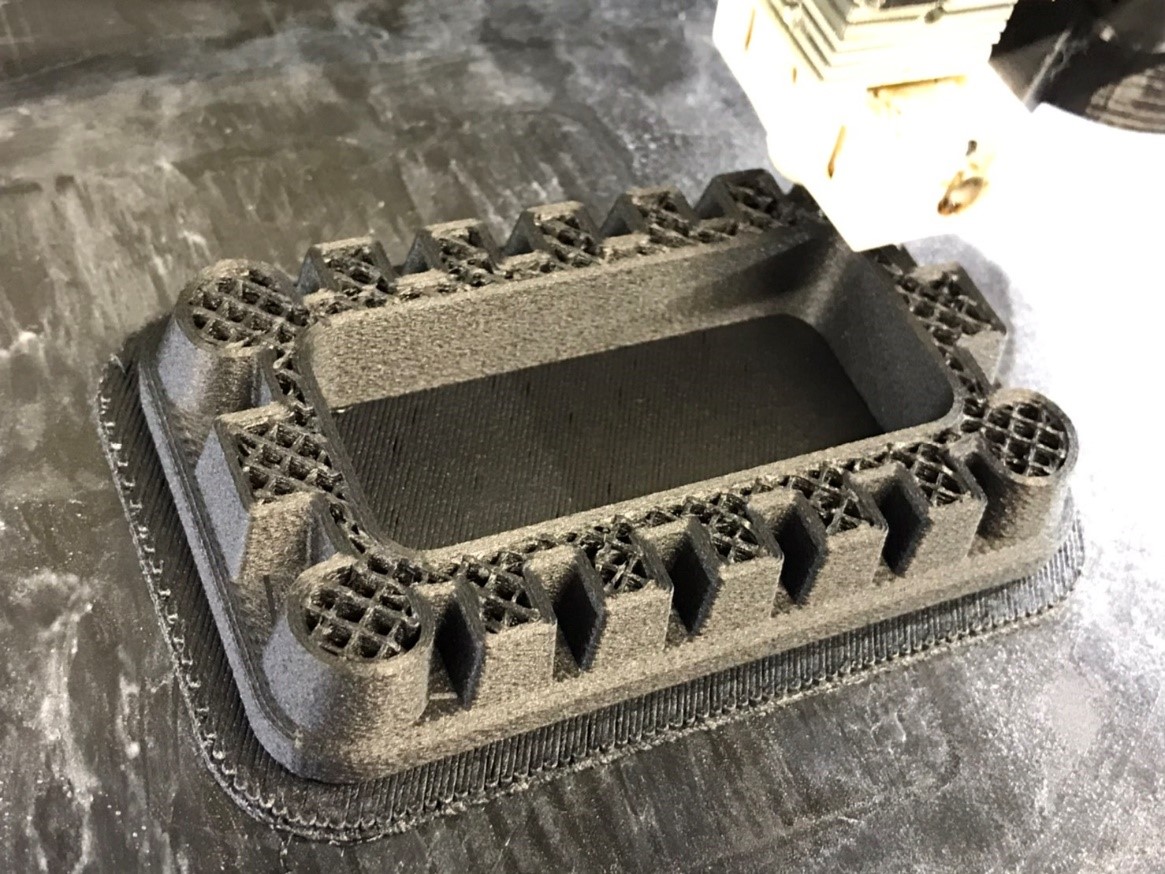
造形の途中です。
細かい部分の充填形状も綺麗に描けています。
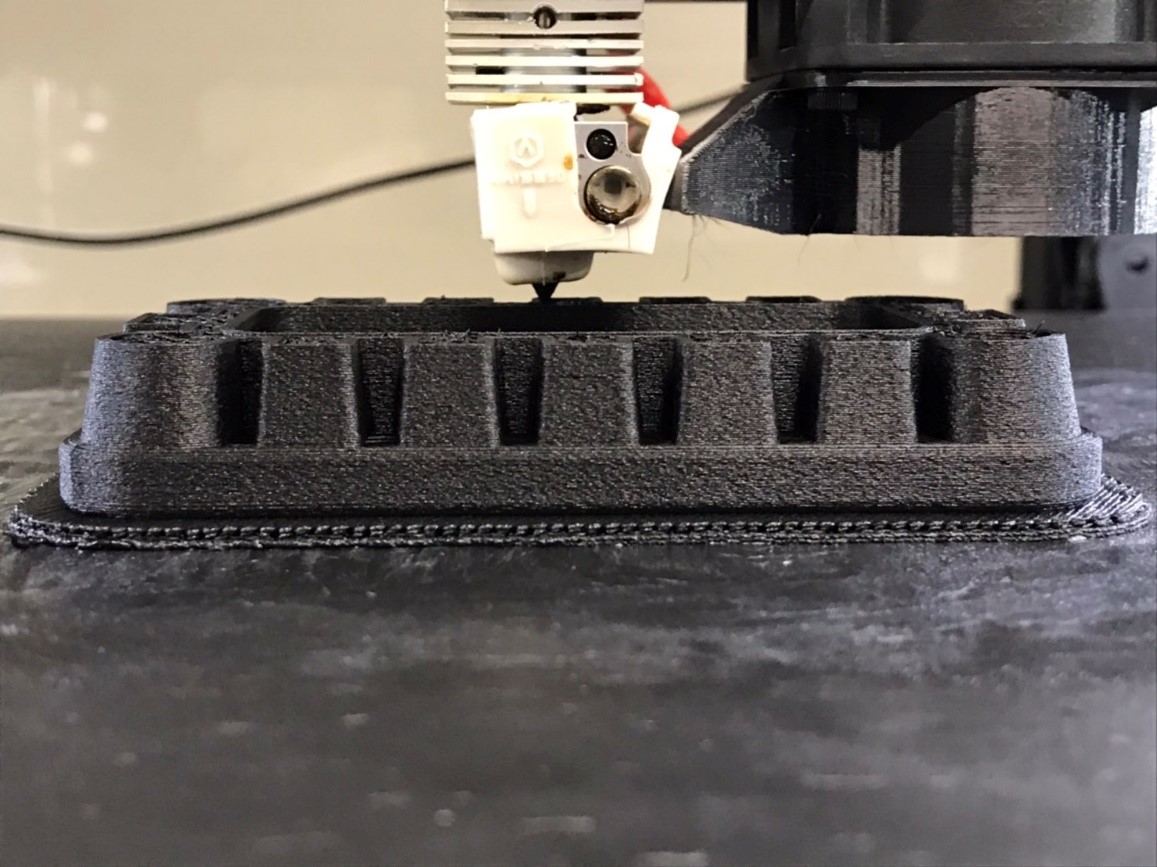
ビルドプレートとラフトの定着も良好です。

円を綺麗に描く為にレイヤスタートポイントを固定した関係で糸引き痕は出てしまいます。

糸引き痕は削るか、カッターナイフの削ぎ落しで簡単に落ちます。



それ以外の部分は全体的に綺麗に仕上がりました。

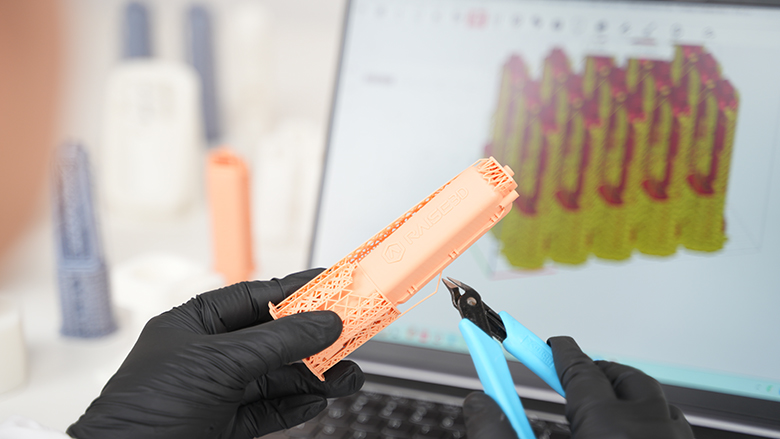
ラフトと造形物は接着が強く素手で外すのは難しいです。
またPAは割れやすいので怪我をする可能性があります。
手袋をして外すか、刃先の鋭いスクレーパーを使用することをお勧めします。
Contactお問い合わせ
【受付時間】09:00〜18:00(土日祝除く)
機器の不具合、使い方等の
サポートに関するお問合せはこちら