3Dプリンターで水溶性サポートを安定して造形する為のノウハウ(サポート設定編)
水に浸すことでサポートが除去される水溶性フィラメントは手作業ではできないサポートも除去できるその利便性からPLAとの併用をメインに注目されています。
水溶性フィラメントは湿気を吸いやすく扱い方を怠ると造形自体が殆ど失敗してしまい扱いが難しいです。
他にもBASF製BVOHやHiPSといった溶解させてサポートを除去するフィラメントがありますが、いずれも通常の造形よりも難易度が高くなります。造形時間も通常より2~3倍以上の時間が掛かることから失敗のリスクは極力無くしていきたいところです。

今回はRaise3Dで使用できるPVAやBVOH、HiPSといった専用サポート材を使用する時、通常のサポート造形でも活用できるideaMakerでの基本的な設定について紹介していきます。
他に専用サポート材として販売しているPolysupportは溶かして除去するフィラメントではない為、設定が異なっていきます。
サポートの設定
水溶性サポート材などはサポート本体を溶かして除去する工程があることから通常のサポートとは異なる設定にされています。
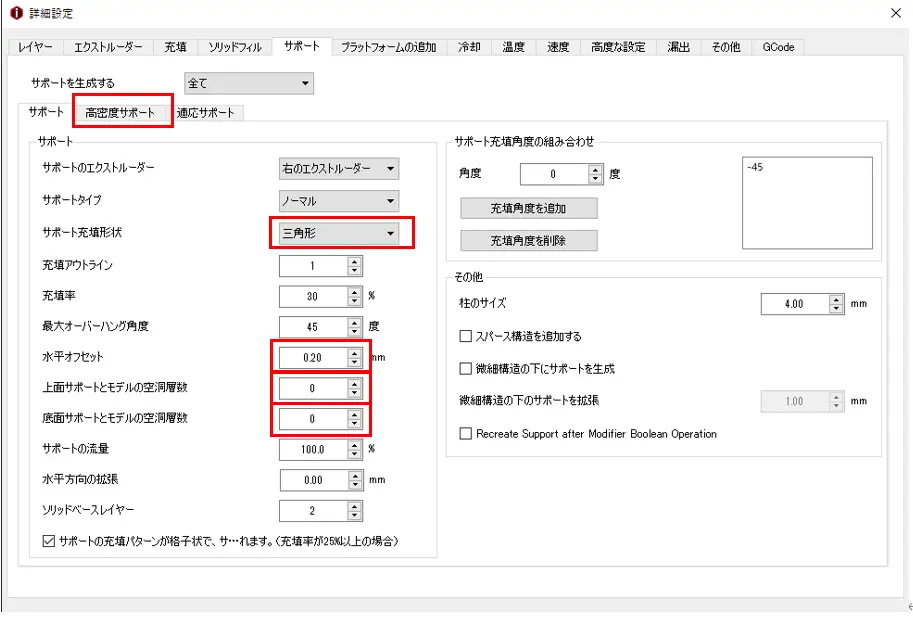
水溶性サポートを使用する際は赤枠で囲んだ部分を主に調整して造形します。
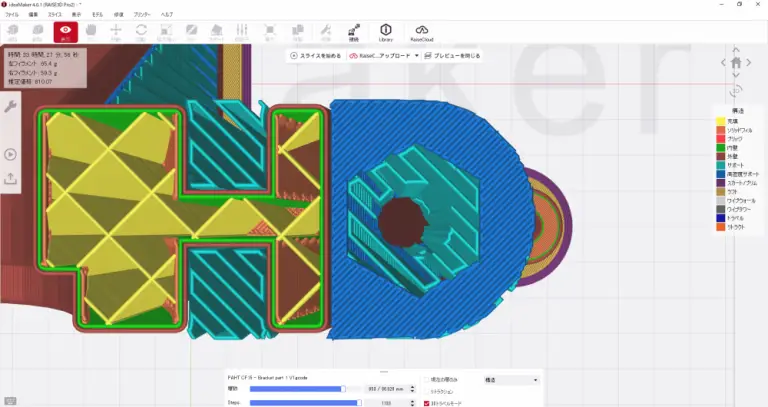
サポート充填形状
 左:線状 右:三角形
左:線状 右:三角形
サポートの形状を選択できます。通常は線状と呼ばれる手作業でも剥がし易い形状ですが、サポートとしての安定性は低く歪みや崩れなどのリスクがあります。水溶性サポートでは手作業による除去が殆どない為、格子状・三角形といった安定した形状のサポートが選択できるメリットがあります。
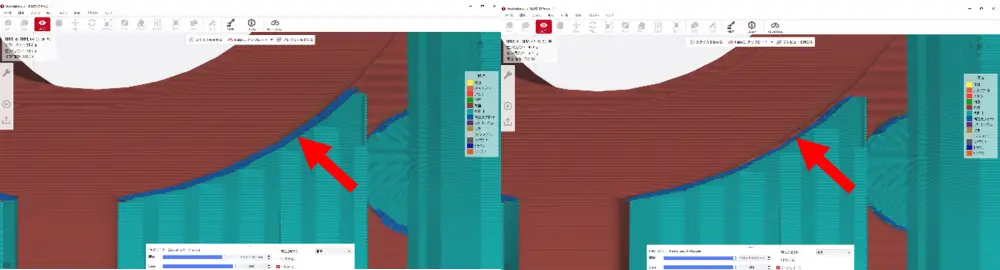
水平オフセット
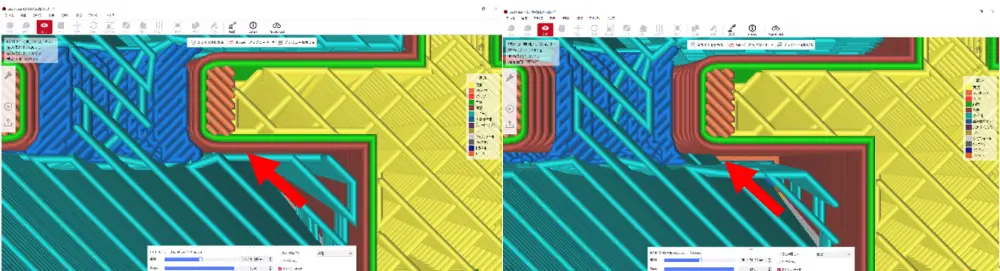 左:0.2mm 右:1.0mm
左:0.2mm 右:1.0mm
サポートと造形物のクリアランスを設定できます。
距離を縮めることでオーバーハング部分のサポートが密接する為、アーチ形状の底面が崩れることなく表面仕上がりが向上します。
上面/底面サポートとモデルの空洞層数
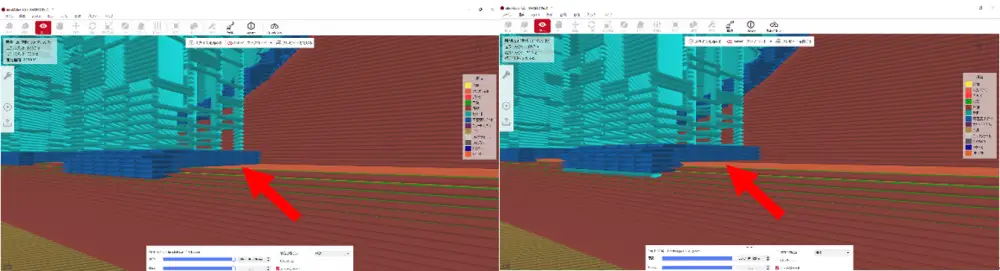 左:0層 右1層
左:0層 右1層
サポートとモデルが接する最上面と最低面の距離が設定できます。
0に設定することでモデルとサポートが接着するのでサポートが上手く定着しないなどのリスクを回避できます。
モデルPLAでサポートもPLAといったような同素材で0距離設定にするとサポートが剥がれないデメリットがありましたが、水溶性サポートなら剥がすことなく溶かしてしまうので効果的な設定になります。
1層当たりの距離はモデルの積層ピッチに準じます(積層ピッチ2.0㎜ならば2.0㎜の空洞層)
高密度サポート
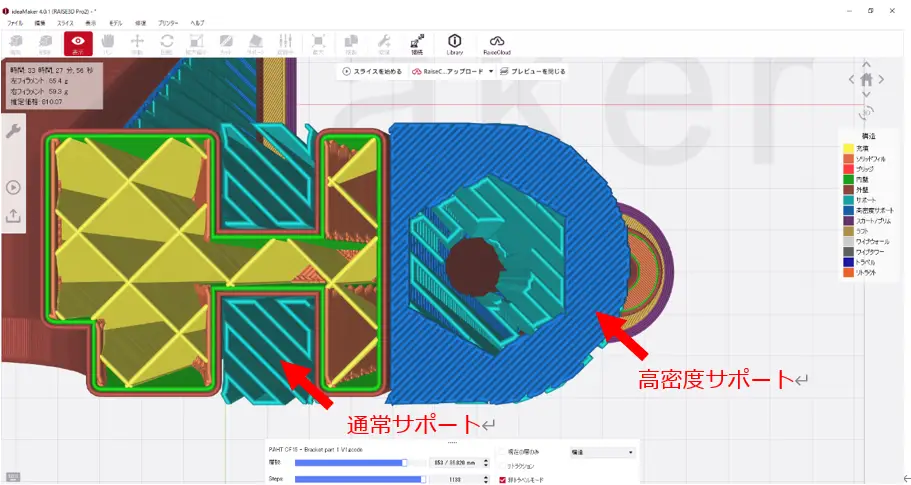
高密度サポートとはモデルとサポートが接する面の充填密度を高くすることでモデルの底面がサポートの隙間への垂れて崩れてしまうのを防ぐ設定になります。
造形時間が長くなるデメリットはありますが、仕上がりを重視したい場合や造形安定性を高めたい場合にお勧めです。ABSの場合だとサポートがまとめて綺麗に剥離できる点も魅力です。

(設定はサポートの隣にある「高密度サポート」のタブをクリックすることで変更が可能です。)
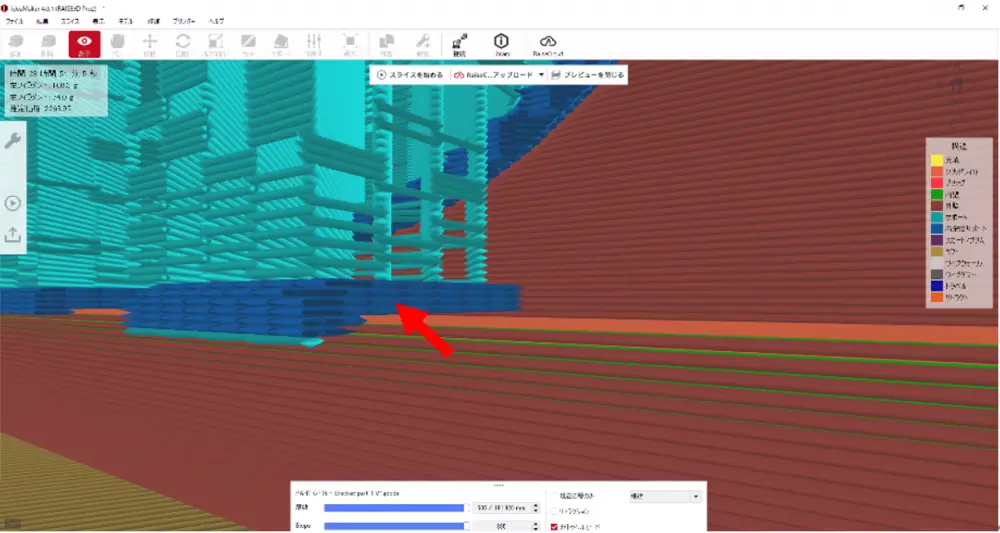
高密度サポート層数
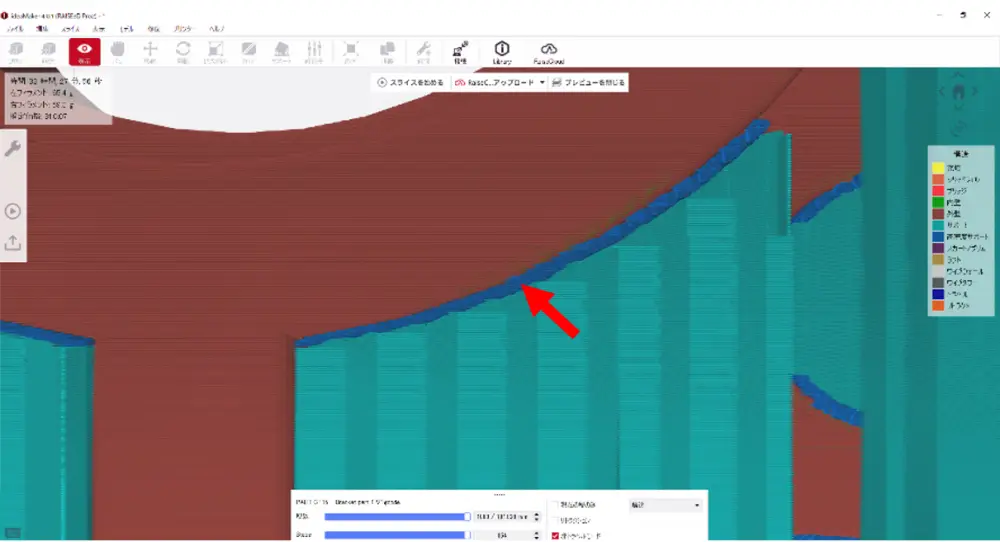
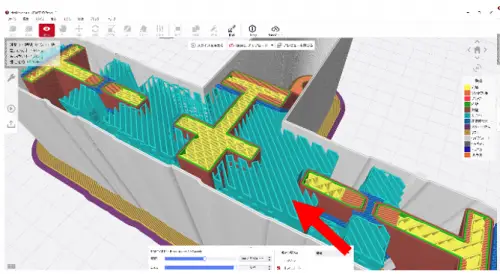
(水色の部分が通常のサポートになり赤矢印部分にある青色の層が高密度サポートになります。)
モデルと接する面に敷くサポートの層数を変更できます。
基本は3層程度で十分ですが、サポートを一度に綺麗に剥がしたい時は層数を増やすことをお勧めします。
層数を増やすほど造形時間は長くなります。
高密度サポートの底面層
サポートの一層目となる部分にも高密度のサポートを敷くことができます。
造形時間は長くなりますが水溶性サポートの定着性が上がる為、造形失敗を防ぐ為の効果的な設定になります。
高密度サポート充填率
 100%
100%
 80%
80%
高密度となる部分の密度を設定できます。
モデルの充填率と同じ仕組みで、密度を上げるとサポートの網目が無くなりモデルとサポートが接する面の仕上がりが向上します。密度を下げれば造形時間も短縮されますが、最低でも80%以上の設定をお勧めします。