
製造業
多種多様なアプリケーション
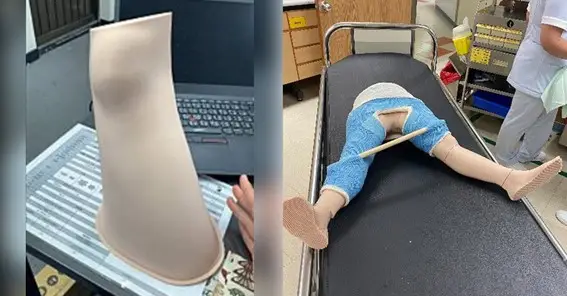
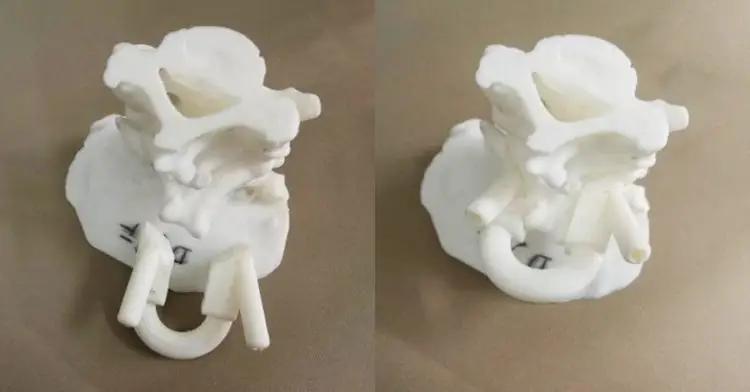
Raise3Dの使用用途は業界ごとに多岐にわたります。









機器の不具合、使い方等のサポートに関する
お問い合わせはこちら
03-3520-8928 【受付時間】09:00〜18:00(土日祝除く)



