
3Dプリンターで製造設計の制限から解放された

目次
Laboratory Technologies Inc.(LTI)は、実験用放射線機器の大手メーカーです。 1983年以来、米国と海外の両方で実験用放射線機器のサプライヤーとなっています。
LTIは、主に世界中の原子力研究所で構成される、より小規模で専門的な市場に対応しています。
Raise3D Pro2Plusの購入
LTIの主要製品には、Genesys 1000シリーズガンマカウンター、Genesysガンマ1シングルウェルガンマカウンター、ワイパーワイパーテストカウンターが含まれます。これらの製品の設計は、それらを製造するために必要な機械加工プロセスによって制限されていました。オリジナルのデザインは、冷間圧延鋼(CRS)を1つにまとめて製造されました。検出器タワーは、一端にプレートが溶接された鋼管でした。次に、プレートを研磨して、穴が開けられた閉じたパイプを作成しました。次に、もう一方の端にネジを切って、スペーサーを内部にネジ止めできるようにしました。単純な構造ではないため、これらの2つの部品は、機械加工が必要なため、特に製造に費用がかかりました。
LTI社は、社内で3Dプリンターを使用することにより、このコストのかかるプロセスを置き換えることができる適切なソリューションを見つけることにしました。
いくつかの比較と試行の後、LTIはRaise3D Pro2 Plus(販売終了)を購入しました。(※現在は後継となるRaise3D Pro3 Plusをご案内しています。)
LTIは、Pro2 Plusのおかげで、さまざまな熱可塑性プラスチックやブランドを試すことができました。いくつかの実験の結果、LTIは、Polymakerポリカーボネート(PC)が、製造に適した材料であると判断しました。
最適なフィラメントを選択した後、LTI社はさらに調査を行い、Raise3Dを利用して、鋼で製造するには難しすぎる複雑な角度や形状を実現しました。
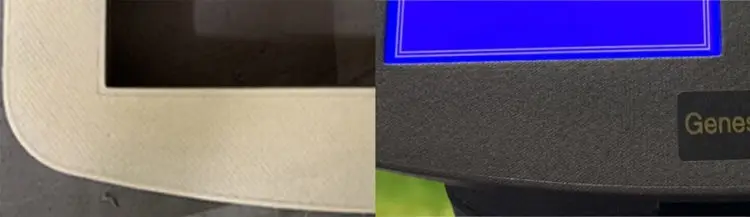
各コーナーは、従来の鋭角ではなく、フィレットとして印刷され、
上面は湾曲したモダンな輪郭で形成されています。
LTIが3Dプリントされた部品を同等の機械で製造された部品と比較したとき、同社は新しい形状が外観と安全性を向上させることに気づきました。これらのタイプの幾何学的特徴の場合、従来の機械加工には、過剰な工具ヘッド操作の知識とはるかに高度なソリューションが必要です。

製品開発の効率化
3Dプリンターはあらゆる形状を形成できるため、LTIは製品開発のプロセスをスムーズにしました。追加のツールを変更することなく、3Dプリンターで、ほぼすべてのアウトラインと構造の設計が可能でした。外観、およびアセンブリスロットや通気孔などは、CAD設計ソフトウェアを使用して正確に作成されました。

Raise3Dプリンターはユーザーフレンドリーでありながら多くの種類の形状を生成できるため、部品開発のサイクルの高速化を実現しました。
Raise3D Pro2Plusは、完全に密閉された構造と100〜240VAC電源を備えた小型ながら大型造形可能な3Dプリンターです。
したがって、プリンターはより少ないスペースと電力でどこでも簡単に使用できます。
LTIは、Pro2 Plusを生産ラインのすぐ隣に配置したため、エンジニアは変更を即座に確認できました。
LTIは、Raise3DのスライシングソフトウェアであるideaMakerを使用して、最高の表面品質と寸法精度の達成に重点を置いて、3Dプリントプロセスの多くの詳細を数か月間改良しました。
LTIは、ideaMakerのテンプレート一覧から、レイヤーの高さが0.1mmのオプションを選択しました。これにより、非常に高い解像度と滑らかな表面で最終的な造形結果が得られます。 LTIは、寸法精度を維持する際に、ideaMakerの包括的なツールセットポートフォリオを最大限に活用して、フィラメントの収縮率を軽減しました。
収縮率は、押し出されたプラスチックが冷却時に収縮する量を決定します。
これにより、塑性流動幅の設定値と実際の値の間にオフセットが生じます。 ideaMakerを使用すると、ユーザーは、さまざまなセグメントの押し出し関連の値を区別したり、特定の値を適用して収縮率を補正したりするなど、複数の観点から押し出しプロセスを設定できます。
最良の印刷材料の決定
さまざまな3Dプリント材料をテストした後、LTIはポリカーボネート(PC)が最良の選択肢であることに気づきました。しかし、すべてのPCフィラメントが同じというわけではありません。最終的に、PolymakerのPolyMax™PCがLTIに最適であるとわかりました。
PCは、既存のエンジニアリンググレードの3D印刷フィラメントの中で優れた耐衝撃性と高い剛性を備えているため、機械的性能面で最適です。
その結果、PC造形部品は衝撃を吸収し、変形や亀裂を防ぐことができます。これらの特性に加えて、PolyMax™PCは優れた印刷適性も備えています。 LTIは、造形されたPCでの造形物で機器を保護するのに十分であると判断しました。ただし、PCの密度はCRSよりはるかに低くなります。
LTIの材料アプリケーションの成功は、Polymakerの特定の材料科学にも依存していました。ガンマカウンターとワイパーの場合、UL耐火性が重要です。難燃性は、材料の燃焼を防ぎ、延焼を遅らせるのに役立ちます。
LTIは、発売後すぐにPolymakerのPolyMax™PC-FRを使用するチャンスに飛びつきました。 PolyMax™PC-FRは、十分な剛性と耐衝撃性を備えています。その成分は、世界をリードするポリマーサプライヤーであるコベストロからのものであり、UL94難燃性試験でのV0性能と、優れた靭性、強度、および耐熱性の両方を保証します。 PolyMax™PC-FRには、信頼性と使いやすさという利点もあります。 LTIはついにその生産のためにこの材料を選びました。
 PolyMx™PCによって造形された機能的な車のジャッキ
PolyMx™PCによって造形された機能的な車のジャッキ
LTIは、生産の最後のステップとして、造形されたPC部品に後処理を実行しました。造形が終了したら、部品を5〜10秒間軽く研磨して、バリや欠陥を取り除きました。すべての外部部品は、導電性ニッケルRFシールド塗料で内部が塗装され、外部表面は、プリンターの押し出しによって生じた小さな隅や隙間を埋めるために下塗りされました。乾燥したら、再び30〜60秒間軽く研磨し、きれいに拭き取りました。次に、ハンマー仕上げの塗料の層を使用して、パーツに金属の外観を与えます。
製品の最適化に成功
数ヶ月の開発の後、LTIは3Dプリントによって驚くべき製品の最適化を達成しました。
構造を再設計することにより、PolymakerのPCによる新しい外装プレートは、CRSによる以前の設計と同じように強力でしたが、10ポンド(9.5kg)軽量化されました。その理由は、PCの密度がわずか1.2グラム/ cm3であるのに対し、CRSの重量は7.8グラム/ cm3の6倍であるためです。
コストに関しては、3Dプリントプロセスからの製品の総コストは元のプロセスのわずか25%でした。これは主に、機械加工部品と比較して3Dプリントで94%安価な部品が原因でした。
これらのようにRaise3Dの能力を駆使すると試作にとどまらず、最終製品の最適化までつなげられる可能性があります。


ご購入、企業に関するお問い合わせ はこちら
03-3520-8928 【受付時間】09:00〜18:00(土日祝除く)
機器不具合等のサポートに関するお問い合わせ
03-3520-8660 【受付時間】09:00〜18:00(土日祝除く)