![]()
- HOME
- Raise3D Pro3 HSシリーズ
- Raise3Dの強み
商品
ソフトウェア
- フィラメント-OFP
消耗品
修理部品
- 導入事例
- ウェビナー
サポート
- 会社概要
- 見積依頼
![]()
2020.08.27
弊社が取り扱っているBASFシリーズのフィラメントについて、
造形テストを行いレポート致しました。
本レポートをご覧頂き、皆様の造形に役に立てればと思います。
Ultrafuse® PETは造形のし易さと強度に優れたPLAとABSの中間に位置するフィラメントです。PLAに近い210℃の低温造形でありながらABSに近い強度を持っており、反りも少なく扱いやすいのが特徴です。
その他にも研磨にも適応しており、クリアPETであれば造形の設定と研磨によってアクリルボード並みの透明度を得ることができます。
BASF Ultrafuse® PETはアメリカ本国の食品認証(日本では未承認)も受けており、食品向けの容器などにも利用されています。
・ 使用機種:Raise3D Pro2(※販売終了。後継機:Raise3D Pro3)
・ 使用フィラメント
:社名BASF
:フィラメント名Ultrafuse®PET
PETは透明性のあるクリア樹脂もある為、今回は透過性を見ることができるコップ形状を造形していきます。
メーカー推奨設定
・ノズル温度:210~240℃
・造形スピード:30~70㎜/s
・ビルドプレート温度:75℃
・ビルドプレートの状態:のり付け不要
・ノズル径:0.4㎜以上の標準ノズル
・ラフト造形:どちらも可

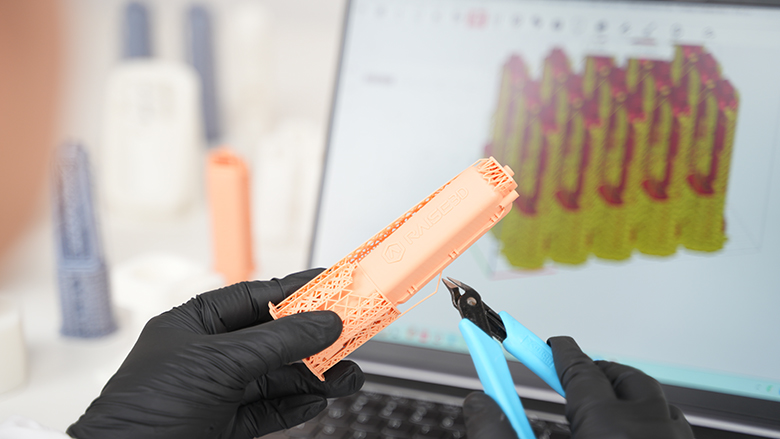
直径80㎜×76㎜のローポリゴンカップを造形します。
造形手順は以前ポリプロピレン(PP)を造形した時と同じスパイラルベースモードの壁一層で造形していきます。
積層ピッチは0.1㎜で造形していきます。

3時間30分ほどで完成しました。

壁一層ですが目立った歪みなどもありません。

そのままの造形でも透明度が高い印象です。
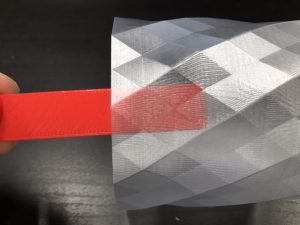
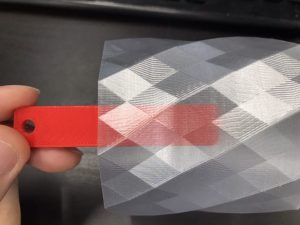
実際に透過性を確認する目立つ色の棒を通してみました。
積層が出来てしまう関係上、完全な透明にはなりませんが物が識別できる程の透過性があります。
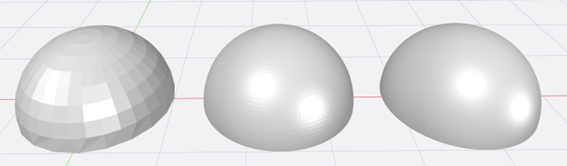
その他にも透明度を確認するテストしてみました。

左:造形後 / 中央:耐水ペーパーによる研磨 / 右:研磨後ラッカー塗料を塗布
画像のサンプル三種は充填率100%の内部を埋めた状態で造形しました。

未研磨の状態。
上面層と底面層に造形時の凹凸があります。
800番台の耐水ペーパーで研磨した状態。
透過性が見られますが、肉眼ではくすみが残っています。
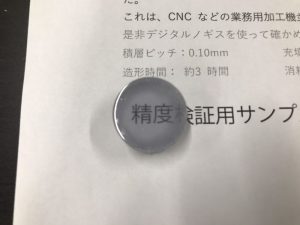
研磨した造形物の表面にラッカー塗料を塗布した状態。
クリア塗料が研磨では滑らかにできなかった凹凸のある研磨溝が塗膜で埋まることにより屈折が無くなり、アクリルボードに匹敵する透過性を得ることができました。

次は先程作成したカップの壁面にもラッカー塗料を塗ってみます。
積層面に塗布した場合、どのような結果になるのでしょうか。

左:クリア塗装前 / 右:クリア塗装後
塗装前の状態
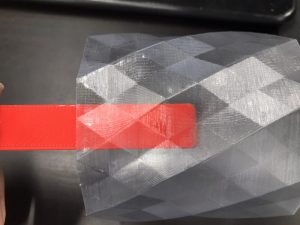
塗装後の状態
塗装にムラがありますが、積層方向に対してのうっすらとしたくすみが多少クリアになりました。
クリアの塗装によって積層面の凹凸が埋まり透明度が上がった様子です。
今回は0.1㎜の積層ピッチで造形しましたが、他の塗料や厚みでも変化はみられると思います。
Contactお問い合わせ
【受付時間】09:00〜18:00(土日祝除く)
機器の不具合、使い方等の
サポートに関するお問合せはこちら