![]()
- HOME
- Raise3D Pro3 HSシリーズ
- Raise3Dの強み
商品
ソフトウェア
- フィラメント-OFP
消耗品
修理部品
- 導入事例
- ウェビナー
サポート
- 会社概要
- 見積依頼
![]()
2020.10.22
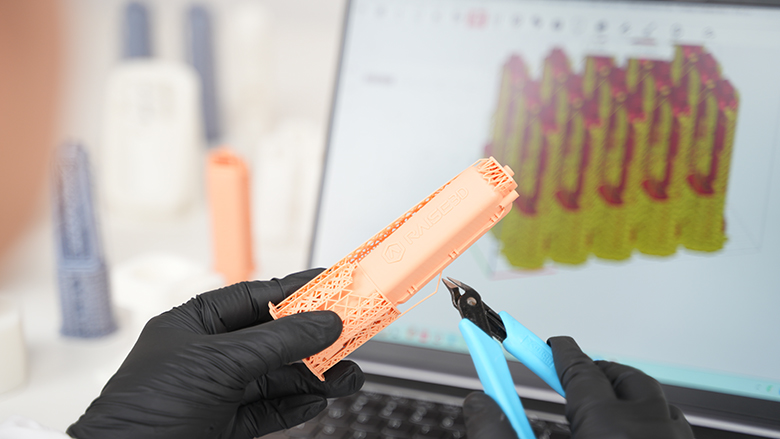
3Dプリンターで定番のフィラメントであるPLA
低温で造形でき失敗のリスクが少ないその扱いやすさから多くの3Dプリンターで愛用されているフィラメントですが、今回BASFよりリリースされているエンジニア向けの強化PLAであるUltrafuse® Pro1をご紹介します。
BASFのUltrafuse® PLA Pro1は通常のPLAに特殊材料を配合することによって以下の機能を得ることができました。
・造形安定性
・スピード造形でも安定
・優れた寸法精度
・積層痕が目立ちにくい表面仕上がり
・オリジナルPLAに勝る強度

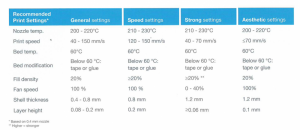
BASFのパッケージはこのように各用途に合わせて推奨される設定値がポートフォリオとしても同梱されています。
・General settings 基本設定
・Speed settings スピード重視
・Strong settings 強度重視
・Aesthetic settings 仕上がり重視
今回は造形安定性と仕上がりに注目して紹介していきます。
・ 3DPrinterTestサンプル比較
最大80°のオーバーハングやブリッジ造形、棒形状などの様々な精度を見ることができる造形物をプリントしていきます。使用するプリンターはRaise3D Pro2になります。

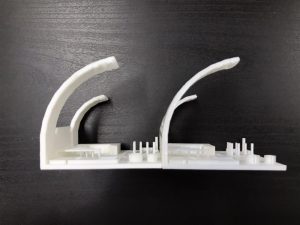
左:Raise純正PLA 右:Ultrafuse® PLA Pro1
造形自体は二種類ともオーバーハングで崩れ落ちることなく造形ができました。
この時点でサポート無しでの造形時の再現性の高さはどちらも高いことが伺えます。
・ブリッジ造形の比較検証
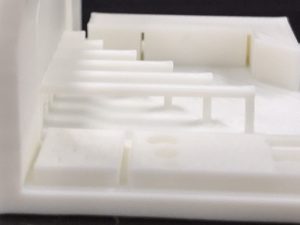
上:Raise純正PLA 下:Ultrafuse® PLA Pro1
サポートを使わずに2~25㎜のブリッジを再現できるかのテストです。
どちらも特に問題なく樹脂が垂れ落ちることなく造形できています。
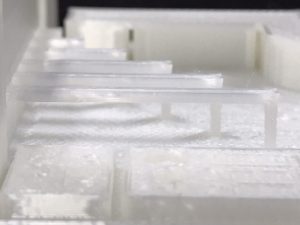
・ フィラメントの糸引き比較検証
上:Raise純正PLA 下:Ultrafuse® PLA Pro1
ノズルに付着したフィラメントが糸引きとして残るかのテストです。
こちらも特に違いは見受けられませんでしたが、他の造形を見ると比較的Pro1は粘り気が強い関係で糸引く印象です。
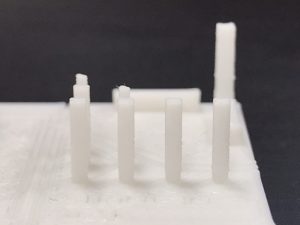
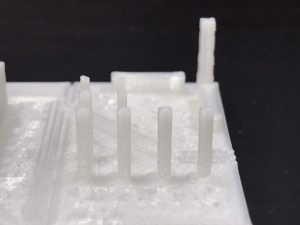
・オーバーハング検証


上:Raise純正PLA 下:Ultrafuse® PLA Pro1
10~80°までのオーバーハングを再現できるかのテスト
1枚目のRaise純正PLAは60°で積層が乱れ始めてきているのに対して2枚目のPro1は70°まで安定して造形できており、最大角度である80°でも1点部分が垂れかけているのを除けば全体的にRaise純正PLAよりもきれいに仕上がっています。
・ 表面仕上がり比較検証

左:Raise純正PLA 右:Ultrafuse® PLA Pro1
表面・曲面の仕上がりを見る為にマニホールドを造形してみました。


見比べてみるとRaise純正PLAよりもPro1の方が、鮮やかな光沢があり積層痕も0.1㎜ピッチで殆ど目立たない印象です。触った感触もRaise純正PLAより滑らかです。
・まとめ
Ultrafuse® PLA Pro1は通常のPLAに比べて増靭材が含有されていることで粘り気が強く、造形時の強度がABSに勝らずとも劣らずというのが売りになっています。
また粘りが強いと熱ダレの影響が少なく、オーバーハングのある造形であっても安定したR形状を描くことができます。
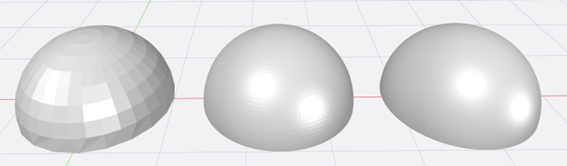
オーバーハングに関する記事は球体造形にトライしたレポートを掲載しております。
※FDMで球体を綺麗に造形する
以上からUltrafuse® PLA Pro1は造形安定性と強度などからインフィルの形状によって、治具としての機能性や試作品作成としての汎用性が高いエンジニア向けフィラメントになると思います。
気になる強度やスピード造形の精度についても引き続き検証していきたいと思います。
Contactお問い合わせ
【受付時間】09:00〜18:00(土日祝除く)
機器の不具合、使い方等の
サポートに関するお問合せはこちら