![]()
- HOME
- Raise3D Pro3 HSシリーズ
- Raise3Dの強み
商品
ソフトウェア
- フィラメント-OFP
消耗品
修理部品
- 導入事例
- ウェビナー
サポート
- 会社概要
- 見積依頼
![]()
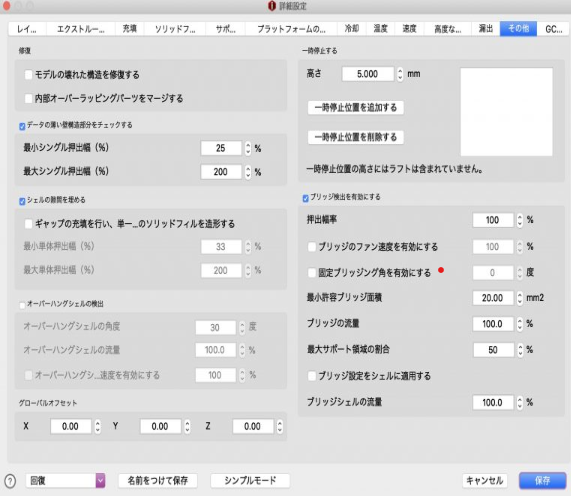
モデルの壊れた構造を修復する:モデルデータ内の閉じていないポリゴンをマージします。
内部オーバーラッピングパーツをマージする:モデルの内部でオーバーラップしている部分をマージします。
この機能を有効にすると、定義した最小シングル押出幅と最大シングル押出幅よりもモデルの幅が小さいかどうかチェックします。
たとえば、押出幅が 0.4mm、最小単体押出幅を 25%に設定すると、最小単体押出幅は 0.1mm になります。
最大シングル押出幅を 200%に設定すると、最大シングル押出幅は 0.8mm になります。
モデルの幅が 0.1mm 未満の場合、幅が最小シングル押出幅よりも小さいため、何も造形されません。
モデルの幅が 0.1mm より大きく 0.8mm 未満の場合、単一の押出パスで造形します。
単一のパスの幅は設定範囲内でそのスペースに自動で設定されます。
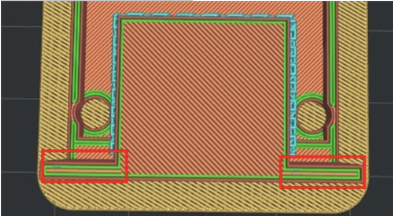
この機能を有効にすると、下の図に示すようにシェル間にギャップがなくすことができます。
ギャップの充填を行い、単一のソリッドフィルを造形する:
この機能を有効にすると、隙間は単一の押出充填によって埋められます。
例:押出幅が 0.4mm、最小単一押出幅を 50%に設定した場合、単一の押出幅が 0.2mm になります。
最大単一押出幅を 200%に設定すると、最大単一押出幅は 0.8mm になります。
上記設定の場合、隙間が 0.2mm 未満ですと隙間は埋められません。
隙間が 0.2mm より大きく 0.8mm より小さい場合は、単一の押出充填で造形されます。
また、単一のパスの幅は設定範囲内でそのスペースに自動で設定されます。
|
「シェルの隙間を埋める」が有効
|
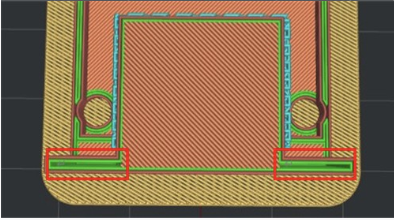
「シェルの隙間を埋める」が無効
|
この機能を有効にすると、定義したオーバーハングシェルの構造を自動的に検出し、
オーバーハングシェルの造形速度と流量を変更することができます。
オーバーハングシェルの角度:モデルのオーバーハング角度が「オーバーハングシェルの角度」よりも大きい場合、
該当のモデルのシェルの造形速度、流量、ファン速度などが「オーバーハングシェルの角度」に設定された設定で造形されることを指します。
デフォルトのオーバーハングシェル角度は 30 度です。
オーバーハングシェルの流量:オーバーハングシェルの流量です。
オーバーハングシ速度を有効にする:この機能を有効にすると、オーバーハングシェルの造形時のファン速度を変更することができます。
G コード内のすべてに X / Y / Z オフセットを適用できます。
この機能で、定義された高さで造形を自動的に一時停止することができます。
フィラメントを交換して造形を再開するなど、いくつかの操作を行うことができます。
「一時停止位置を追加する」ボタンをクリックして、高さを入力できます。
「一時停止位置を削除する」ボタンで設定を削除できます。
注:この高さにはラフトは含まれていません。
Raise3D プリンターの場合、ideaMaker で M2000 コマンドを出力して、指定された位置で一時停止するようにプリンターに指示しています。
この機能を有効にすると、ブリッジ構造を自動的に検出します。
押出幅率:ブリッジ構造の押出幅です。たとえば、押出幅が 0.4 mm、この値を 120%に設定すると、
ブリッジ構造の押出幅は 0.48mm になります。
ブリッジのファン速度を有効にする:この機能を有効にすると、ブリッジ構造の造形時のファン速度を変更できます。
固定ブリッジング角を有効にする:この機能を有効にすると、ブリッジ構造の造形時の線の角度を固定することができます。
最小許容ブリッジ面積:ブリッジ領域が設定した値よりも小さい場合、ブリッジ構造ではなく塗りつぶして造形します。
ブリッジの流量:ブリッジング構造を印刷する流量を指します。
最大サポート領域の割合:サポート構造がブリッジ構造よりも領域が大きい場合、これらの領域でブリッジ検出が無効になります。
オプションを0に設定すると、サポート構造でブリッジ検出が無効になります。
ブリッジ設定をシェルに適用する:この機能を有効にすると、ブリッジシェルの速度と流量を変更できます。
ブリッジシェルの流量:ブリッジングシェルの流量です。
注:このオプションは、「ブリッジ設定をシェルに適用する」が有効になっている場合にのみ有効になります。
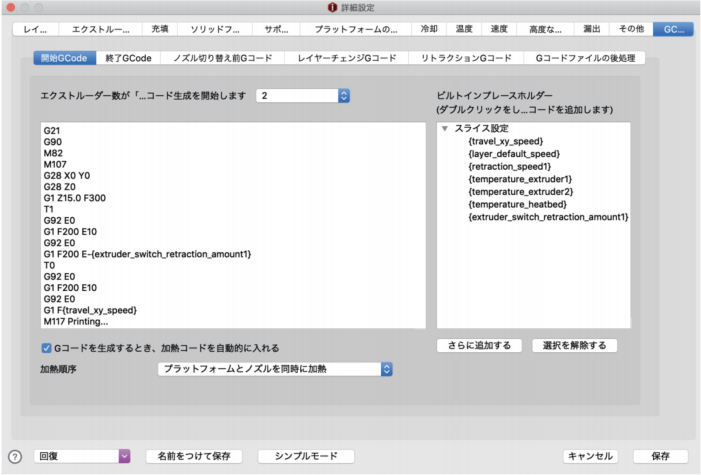
各Gコードを入力することでプリンターの動きを制御できますが、
基本的にここの設定変更はメーカーより推奨されていないため詳細は割愛いたします。
Contactお問い合わせ
【受付時間】09:00〜18:00(土日祝除く)
機器の不具合、使い方等の
サポートに関するお問合せはこちら